
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas färdigbearbetning - Bearbetning av plåt och bleck
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
174
METALLERNAS BEARBETNING.
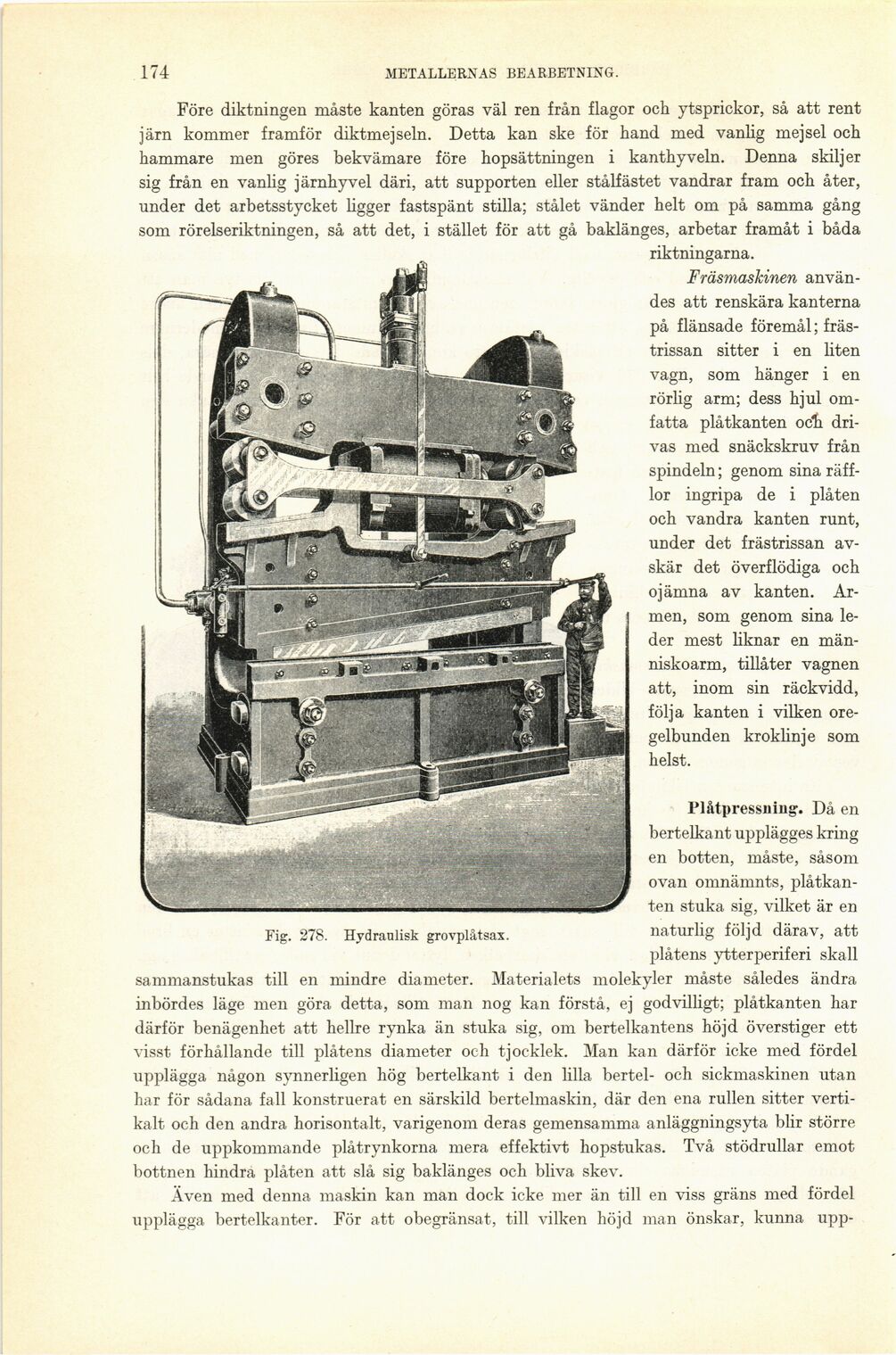
Fig. 278. Hydraulisk grovplåtsax.
Före diktningen måste kanten göras väl ren från flagor och ytsprickor, så att rent
järn kommer framför diktmejseln. Detta kan ske för hand med vanlig mejsel och
hammare men göres bekvämare före hopsättningen i kanthy vein. Denna skiljer
sig från en vanlig järnhyvel däri, att supporten eller stålfästet vandrar fram och åter,
under det arbetsstycket ligger fastspänt stilla; stålet vänder helt om på samma gång
som rörelseriktningen, så att det, i stället för att gå baklänges, arbetar framåt i båda
riktningarna.
Fräsmaskinen
användes att renskära kanterna
på flänsade föremål;
fräs-trissan sitter i en liten
vagn, som hänger i en
rörlig arm; dess hjul
omfatta plåtkanten och
drivas med snäckskruv från
spindeln; genom sina
räfflor ingripa de i plåten
och vandra kanten runt,
under det frästrissan
avskär det överflödiga och
ojämna av kanten.
Armen, som genom sina
leder mest liknar en
män-niskoarm, tillåter vagnen
att, inom sin räckvidd,
följa kanten i vilken
oregelbunden kroklinje som
helst.
Plåtpressniug. Då en
bertelkant upplägges kring
en botten, måste, såsom
ovan omnämnts,
plåtkanten stuka sig, vilket är en
naturlig följd därav, att
plåtens ytterperiferi skall
sammanstukas till en mindre diameter. Materialets molekyler måste således ändra
inbördes läge men göra detta, som man nog kan förstå, ej godvilligt; plåtkanten har
därför benägenhet att hellre rynka än stuka sig, om bertelkantens höjd överstiger ett
visst förhållande till plåtens diameter och tjocklek. Man kan därför icke med fördel
upplägga någon synnerligen hög bertelkant i den lilla bertel- och sickmaskinen utan
har för sådana fall konstruerat en särskild bertelmaskin, där den ena rullen sitter
vertikalt och den andra horisontalt, varigenom deras gemensamma anläggningsyta blir större
och de uppkommande plåtrynkorna mera effektivt hopstukas. Två stödrullar emot
bottnen hindra plåten att slå sig baklänges och bliva skev.
Även med denna maskin kan man dock icke mer än till en viss gräns med fördel
upplägga bertelkanter. För att obegränsat, till vilken höjd man önskar, kunna upp-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}