
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas färdigbearbetning - Mekanisk verkstadsindustri - Precisionsmätning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
FÄRDIGBEARBETNING. MEKANISK VERKSTADSINDUSTRI. PRECISIONSMÄTNING. 273
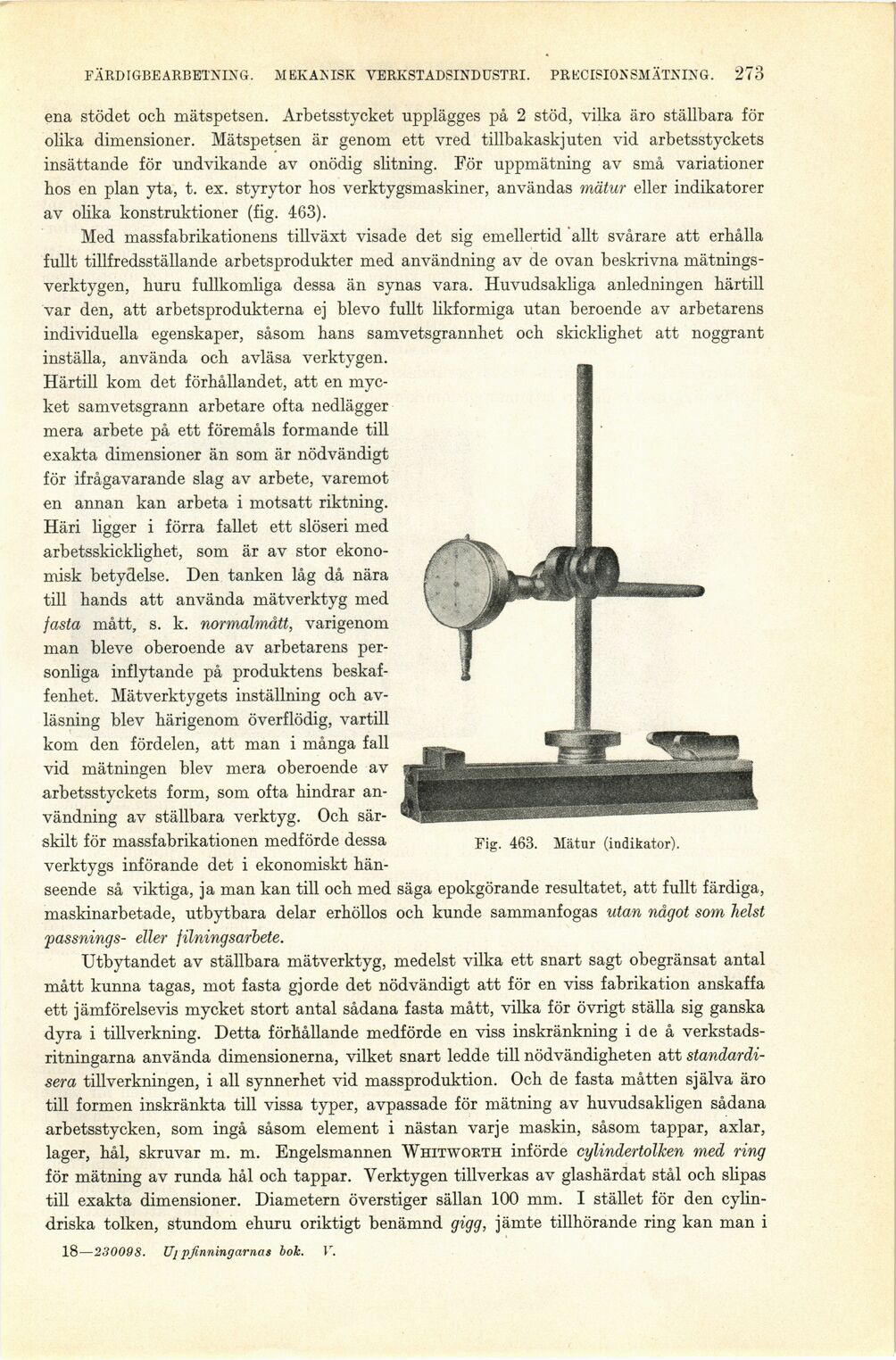
Fig. 463. Mätur (indikator).
ena stödet och mätspetsen. Arbetsstycket upplägges på 2 stöd, vilka äro ställbara för
olika dimensioner. Mätspetsen är genom ett vred tillbakaskjuten vid arbetsstyckets
insättande för undvikande av onödig slitning. För uppmätning av små variationer
hos en plan yta, t. ex. styrytor hos verktygsmaskiner, användas mätur eller indikatorer
av olika konstruktioner (fig. 463).
Med massfabrikationens tillväxt visade det sig emellertid allt svårare att erhålla
fullt tillfredsställande arbetsprodukter med användning av de ovan beskrivna
mätnings-verktygen, huru fullkomliga dessa än synas vara. Huvudsakliga anledningen härtill
var den, att arbetsprodukterna ej blevo fullt likformiga utan beroende av arbetarens
individuella egenskaper, såsom hans samvetsgrannhet och skicklighet att noggrant
inställa, använda och avläsa verktygen.
Härtill kom det förhållandet, att en
mycket samvetsgrann arbetare ofta nedlägger
mera arbete på ett föremåls formande till
exakta dimensioner än som är nödvändigt
för ifrågavarande slag av arbete, varemot
en annan kan arbeta i motsatt riktning.
Häri ligger i förra fallet ett slöseri med
arbetsskicklighet, som är av stor
ekonomisk betydelse. Den tanken låg då nära
till hands att använda mätverktyg med
jasta mått, s. k. normalmått, varigenom
man bleve oberoende av arbetarens
personliga inflytande på produktens
beskaffenhet. Mätverktygets inställning och
avläsning blev härigenom överflödig, vartill
kom den fördelen, att man i många fall
vid mätningen blev mera oberoende av
arbetsstyckets form, som ofta hindrar
användning av ställbara verktyg. Och
särskilt för massfabrikationen medförde dessa
verktygs införande det i ekonomiskt
hän
seende så viktiga, ja man kan till och med säga epokgörande resultatet, att fullt färdiga,
maskinarbetade, utbytbara delar erhöllos och kunde sammanfogas utan något som helst
passnings- eller filningsarbete.
Utbytandet av ställbara mätverktyg, medelst vilka ett snart sagt obegränsat antal
mått kunna tagas, mot fasta gjorde det nödvändigt att för en viss fabrikation anskaffa
ett jämförelsevis mycket stort antal sådana fasta mått, vilka för övrigt ställa sig ganska
dyra i tillverkning. Detta förhållande medförde en viss inskränkning i de å
verkstads-ritningarna använda dimensionerna, vilket snart ledde till nödvändigheten att
standardisera tillverkningen, i all synnerhet vid massproduktion. Och de fasta måtten själva äro
till formen inskränkta till vissa typer, avpassade för mätning av huvudsakligen sådana
arbetsstycken, som ingå såsom element i nästan varje maskin, såsom tappar, axlar,
lager, hål, skruvar m. m. Engelsmannen Whitworth införde cylindertolken med ring
för mätning av runda hål och tappar. Verktygen tillverkas av glashärdat stål och slipas
till exakta dimensioner. Diametern överstiger sällan 100 mm. I stället för den
cylindriska tolken, stundom ehuru oriktigt benämnd gigg, jämte tillhörande ring kan man i
18—230098. Uppfinningarnas bok. K.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}