
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Metallernas färdigbearbetning - Mekanisk verkstadsindustri - Precisionsmätning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
274
METALLERNAS BEARBETNING.
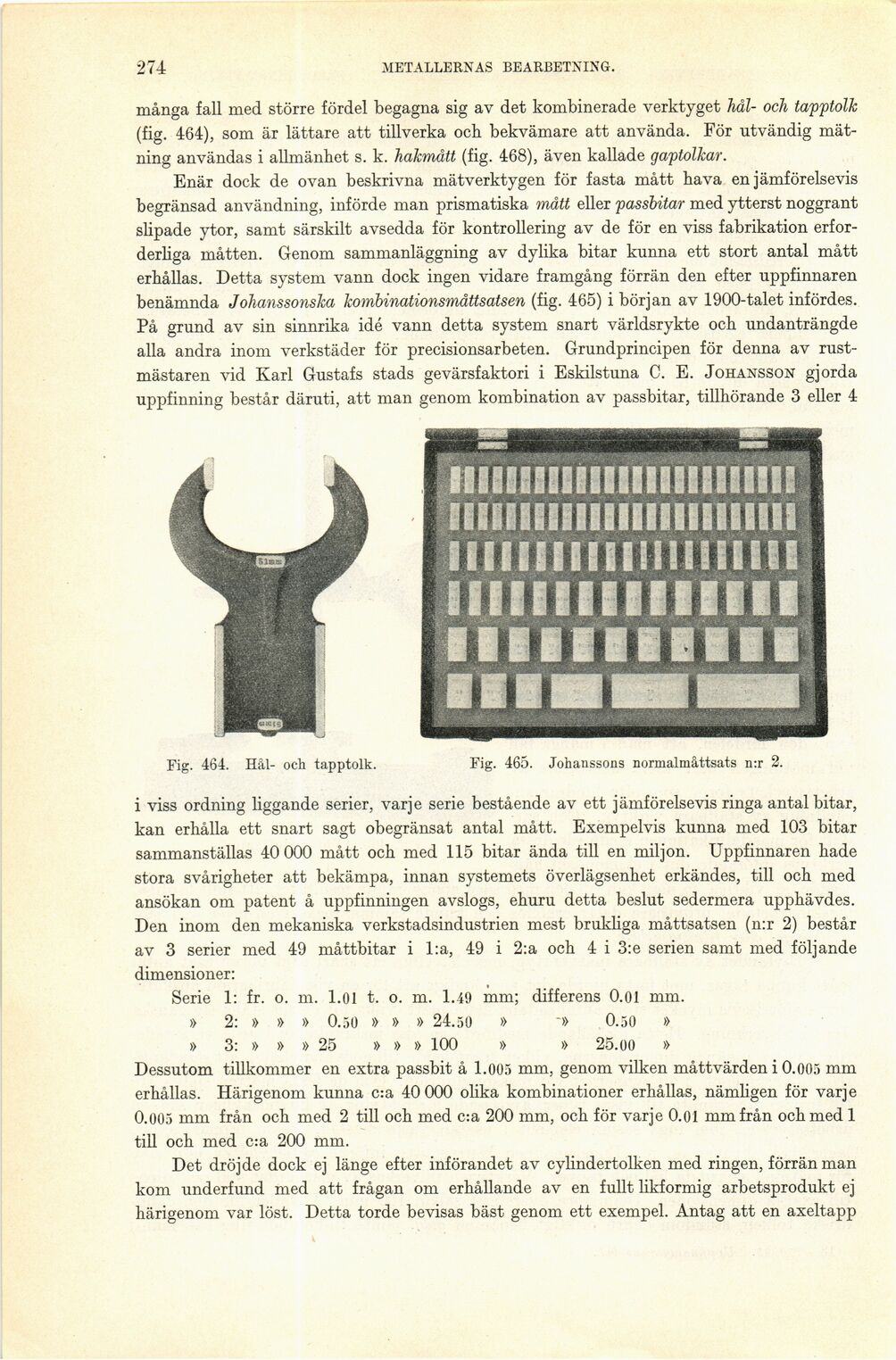
många fall med större fördel begagna sig av det kombinerade verktyget hål- och tapptolk
(fig. 464), som är lättare att tillverka och bekvämare att använda. För utvändig
mätning användas i allmänhet s. k. hakmått (fig. 468), även kallade gaptolkar.
Enär dock de ovan beskrivna mätverktygen för fasta mått hava en jämförelsevis
begränsad användning, införde man prismatiska mått eller passbitar med ytterst noggrant
slipade ytor, samt särskilt avsedda för kontrollering av de för en viss fabrikation
erforderliga måtten. Genom sammanläggning av dylika bitar kunna ett stort antal mått
erhållas. Detta system vann dock ingen vidare framgång förrän den efter uppfinnaren
benämnda Johanssonska kombinationsmåttsatsen (fig. 465) i början av 1900-talet infördes.
På grund av sin sinnrika idé vann detta system snart världsrykte och undanträngde
alla andra inom verkstäder för precisionsarbeten. Grundprincipen för denna av
rust-mästaren vid Karl Gustafs stads gevärsfaktori i Eskilstuna C. E. Johansson gjorda
uppfinning består däruti, att man genom kombination av passbitar, tillhörande 3 eller 4
Fig. 464. Hål- och tapptolk.
Fig. 465. Johanssons normalmåttsats n:r 2.
i viss ordning liggande serier, varje serie bestående av ett jämförelsevis ringa antal bitar,
kan erhålla ett snart sagt obegränsat antal mått. Exempelvis kunna med 103 bitar
sammanställas 40 000 mått och med 115 bitar ända till en miljon. Uppfinnaren hade
stora svårigheter att bekämpa, innan systemets överlägsenhet erkändes, till och med
ansökan om patent å uppfinningen avslogs, ehuru detta beslut sedermera upphävdes.
Den inom den mekaniska verkstadsindustrien mest brukliga måttsatsen (n:r 2) består
av 3 serier med 49 måttbitar i l:a, 49 i 2:a och 4 i 3:e serien samt med följande
dimensioner:
Serie 1: fr. o. m. 1.01 t. o. m. 1.49 mm; differens 0.OI mm.
» 2: » » » 0.50 » » » 24.50 » ’>> 0.50 »
» 3: » » » 25 » » » 100 » » 25.00 »
Dessutom tillkommer en extra passbit å 1.005 mm, genom vilken måttvärden i O.005 mm
erhållas. Härigenom kunna c:a 40 000 olika kombinationer erhållas, nämligen för varje
0.005 mm från och med 2 till och med c:a 200 mm, och för varje 0.01 mm från och med 1
till och med c:a 200 mm.
Det dröjde dock ej länge efter införandet av cylindertolken med ringen, förrän man
kom underfund med att frågan om erhållande av en fullt likformig arbetsprodukt ej
härigenom var löst. Detta torde bevisas bäst genom ett exempel. Antag att en axeltapp
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}