
Full resolution (JPEG) - On this page / på denna sida - I. Metallernas bearbetning, av G. Sellergren - Specialtillverkningar - Sågar och filar

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
SPECIALTILLVERKNINGAR. FILAR.
343
den mall, som användes för reglering av matningen efter filens form. Då sålunda den
maskinhuggna filen kunde med den yttersta noggrannhet efterlikna även
felaktigheterna hos den handhuggna, tillfredsställdes även den kinkigaste köpare, pch härmed var
äntligen maskinhuggningens seger vunnen.
Efter huggningen gnidas filarna understundom med träkolspulver för
avlägsnandet av alla möjligen befintliga föroreningar, varpå följer den viktiga härdningen.
Om man utsatte filen för glödhetta utan skydd, skulle de fina spetsarna lätt taga
skada, antingen genom överhettning och bortbränning av kol eller genom syrsättning
vid filens hanterande i fria luften. Man förser därför densamma före upphettningen
med ett skyddande överdrag, vari alltid något kol ingår. Härtill kan användas
träkol, grafit, sot eller ännu bättre animaliskt kol, t. ex. från läderavfall, klövar, horn m. m.
Till detta kol sättes vanligen något koksalt, och det hela utröres med en simmig vätska,
såsom limvatten, klister eller öldrav, till en degartad massa, som noggrant fastsmetas
på filarna.
Glödgningen företages på olika sätt: i fri låga, varvid filarna ligga på ett galler,
i kokseld, i mufflar, i öppna lågor eller i överhettat bly. Av utomordentlig vikt är
härvid, att filen erhåller den rätta, efter stålets kolhalt och övriga
beskaffenhet avpassade temperaturen. Minst blir denna svårighet vid
användning av blybad, vars jämförelsevis stora massa, sedan den en
gång uppnått den rätta temperaturen, blott långsamt undergår
förändringar däri, utan håller värmen tämligen konstant och inom vissa
gränser. Härtill kommer fördelen, att man bekvämt kan uttaga flera
filar samtidigt ur badet.
Så snart filarna fått den rätta hetsen, måste de avkylas. Härtill
användes saltvatten i stora cisterner, i vilka härdvätskan hålles
avkyld genom cirkulerande, kallt vatten, i synnerhet då kärlets storlek
ej fullt motsvarar fordringarna. Koksaltet, som tillsättes i överskott,
så att lösningen blir koncentrerad, är ej i och för sig nödvändigt, men
är så till vida gynnsamt för härdningen, att det salta vattnet, såsom
erfarenheten visat, svalnar fortare och leder värmet hastigare från
filen än färskt vatten, vartill kommer saltvattnets förmåga att hålla
sig mot förskämning, som eljest lätt skulle inträda i följd av de organiska
beståndsdelarna i filöverdraget.
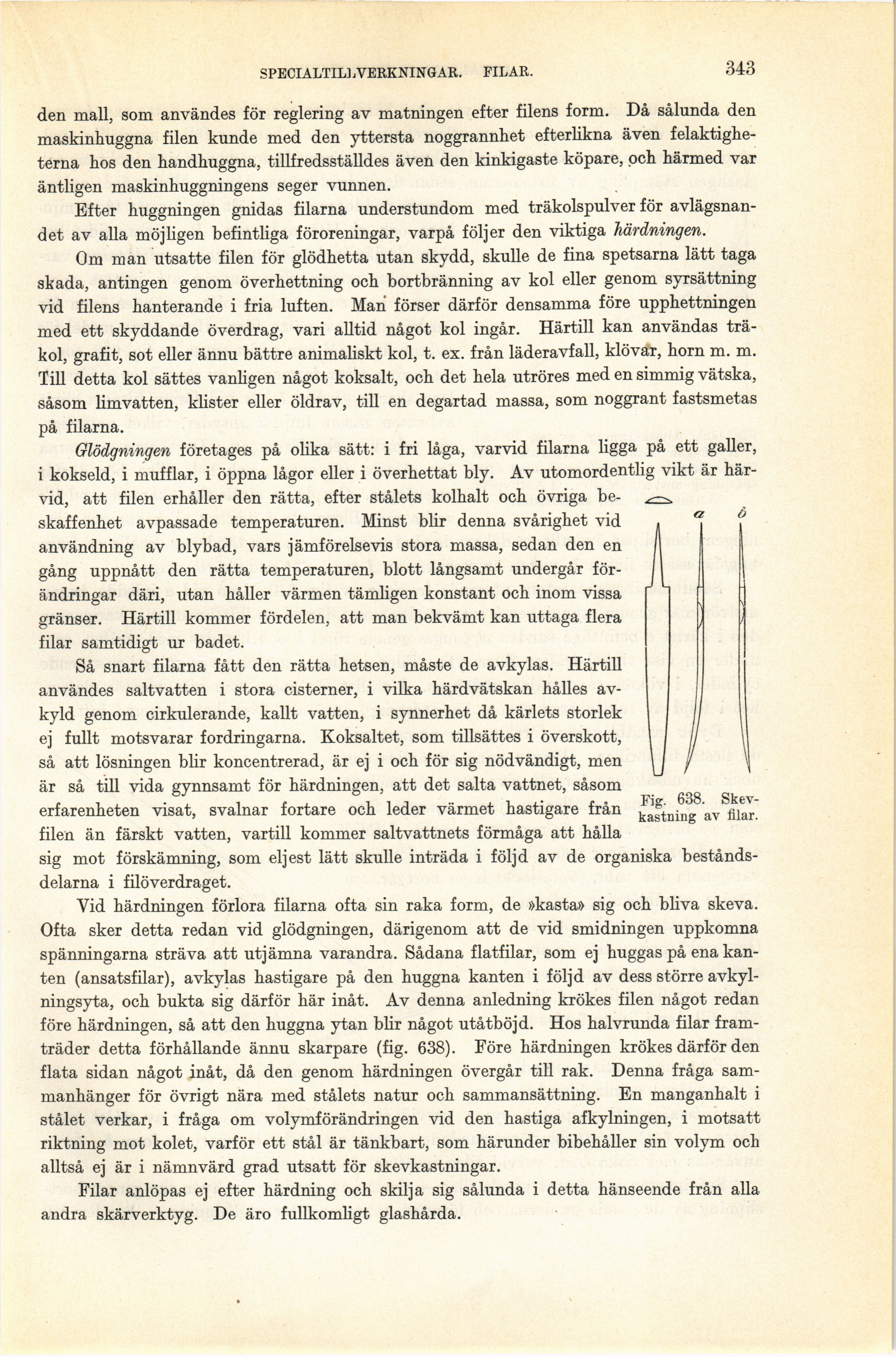
Vid härdningen förlora filarna ofta sin raka form, de »kasta» sig och bliva skeva.
Ofta sker detta redan vid glödgningen, därigenom att de vid smidningen uppkomna
spänningarna sträva att utjämna varandra. Sådana flatfilar, som ej huggas på ena
kanten (ansatsfilar), avkylas hastigare på den huggna kanten i följd av dess större
avkyl-ningsyta, och bukta sig därför här inåt. Av denna anledning krökes filen något redan
före härdningen, så att den huggna ytan blir något utåtböjd. Hos halvrunda filar
framträder detta förhållande ännu skarpare (fig. 638). Före härdningen krökes därför den
flata sidan något inåt, då den genom härdningen övergår till rak. Denna fråga
sammanhänger för övrigt nära med stålets natur och sammansättning. En manganhalt i
stålet verkar, i fråga om volymförändringen vid den hastiga afkylningen, i motsatt
riktning mot kolet, varför ett stål är tänkbart, som härunder bibehåller sin volym och
alltså ej är i nämnvärd grad utsatt för skevkastningar.
Filar anlöpas ej efter härdning och skilja sig sålunda i detta hänseende från alla
andra skärverktyg. De äro fullkomligt glashårda.
Fig. 638.
Skev-kastning av filar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}