
Full resolution (JPEG) - On this page / på denna sida - V. Träets mekaniska bearbetning, av Gunno Kinnman - Sågmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
320
TRÄETS MEKANISKA BEARBETNING.
äger rum, vilken därtill kan vara ojämn i klingans olika delar, är det även av vikt
att godset är av bästa beskaffenhet. Såväl för maskin- som träindustri är det av
utomordentlig betydelse, att vi i det svenska stålet äga ett material med de bästa
egenskaper. Det måste fordras hög och varaktig skärpa men ändock stor hållfasthet, god
fjädringsförmåga samt jämn och likformig hårdhet.
Klingan är i allmänhet jämntjock, dock förekommer stundom att ram- och
bandsågblad äro tunnslipade mot ryggen, för minskande av friktionen i sågskäret. Cirkelsågar
för klyvning äro vanligen koniska, d. v. s. tjockare vid centrum (höger-, vänster- eller
dubbelkonisk). Fördelen ligger däri, att en stadig klinga kan erhållas, ehuru tjockleken
i tandgången minskas. Härigenom kommer det att gå åt mindre kraft och förlusten i
sågspån blir ej så stor. — För cirkulärsågverk kan däremot konisk klinga ej användas,
emedan centrum skulle bliva överhettat.
Tjockleken anges numera enligt i England bruklig mätning-på trådklinka i nummer,
vilka motsvara metermått enligt följande skala (New Standard Wire gauge):
N:r . . 4 5 6 7 8 9 10 11
Motsvarar millimeter . . . . 5.89 5.38 4.88 4.47 4.06 3.66 3.25 2.95
N:r . . 12 13 14 15 16 17 18 19
Motsvarar millimeter . . . . 2.64 2.34 2.03 1.83 1.63 1.42 1.22 1.02
N:r . . 20 21 22 23 24 25
Motsvarar millimeter . . . . 0.91 0.81 0.71 0.61 0.56 0.51
Förr måste bladen tagas mycket tjocka, 2—3 mm. Tänderna voro grova och gåvos
kraftig vikning. varigenom sågspånsförlusten blev stor och sågytan ojämn och ruggig.
Förbättrat material i bladen har möjliggjort minskning av tjockleken, oaktat den ökade
sågningshastigheten delvis sätter
större krav på godset. Men å andra
sidan har påkänningen minskats
genom att gången gjorts stadigare, och
dessutom medför den ökade
slaghastigheten att flera tänder skära pr
tidsenhet; såväl tjocklek som höjd
kan därigenom minskas på tänderna.
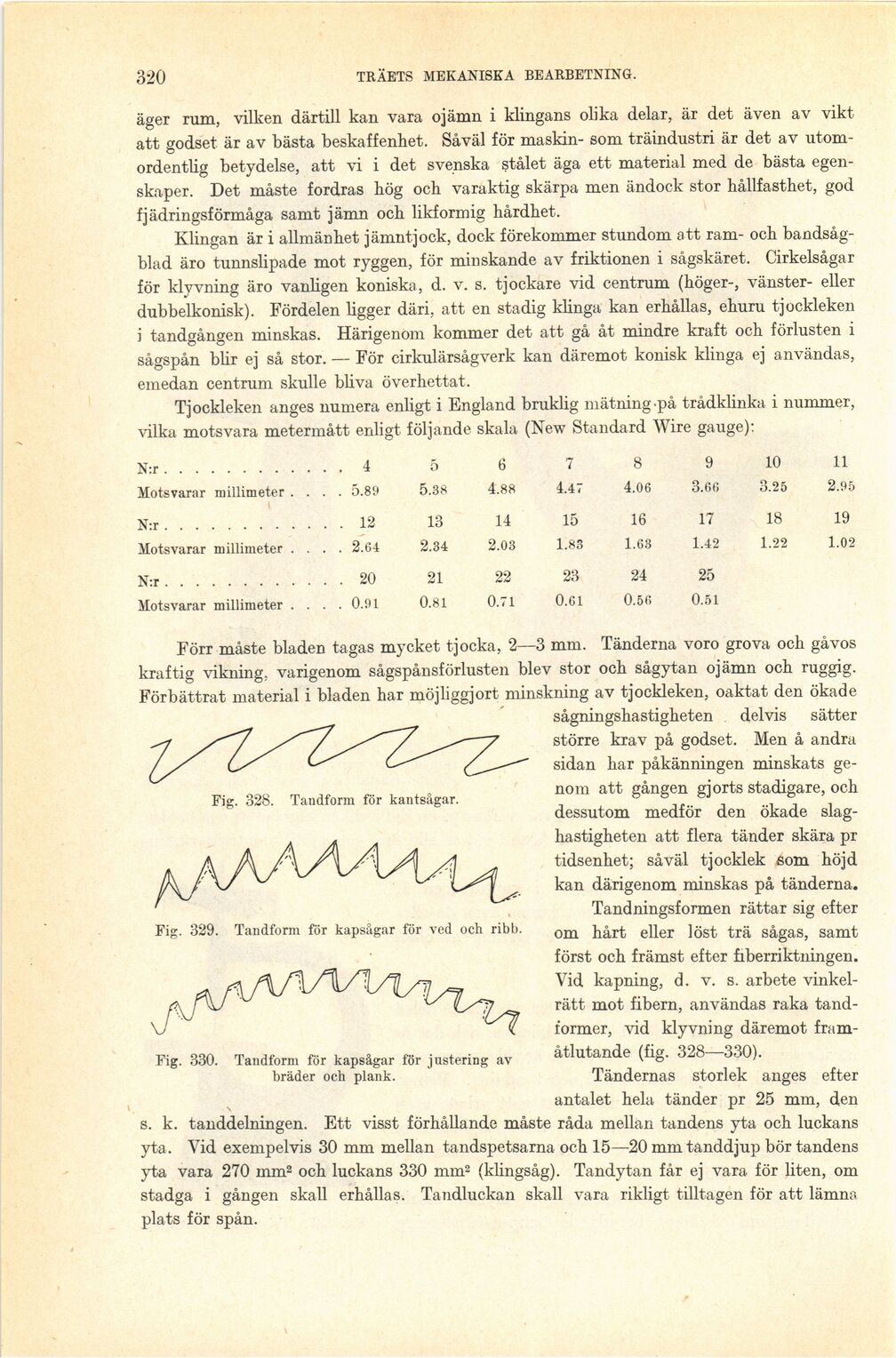
Tandningsformen rättar sig efter
om hårt eller löst trä sågas, samt
först och främst efter fiberriktningen.
Vid kapning, d. v. s. arbete
vinkelrätt mot fibern, användas raka
tandformer, vid klyvning däremot
fram-åtlutande (fig. 328—330).
Tändernas storlek anges efter
antalet hela tänder pr 25 mm, den
s. k. tanddelningen. Ett visst förhållande måste råda mellan tandens yta och luckans
yta. Vid exempelvis 30 mm mellan tandspetsarna och 15—20 mm tanddjup bör tandens
yta vara 270 mm2 och luckans 330 mm2 (klingsåg). Tandytan får ej vara för liten, om
stadga i gången skall erhållas. Tandluckan skall vara rikligt tilltagen för att lämna
plats för spån.
Fig. 328. Tandform för kantsågar.
Fig. 329. Tandform för kapsågar för ved och ribb.
Fig. 330. Tandform för kapsågar för justering av
bräder och plank.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}