
Full resolution (JPEG) - On this page / på denna sida - V. Träets mekaniska bearbetning, av Gunno Kinnman - Sågmaskiner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
SÅGMASKINER.
327
Diameter Antalet tänder å
i mm. klyvsåg kapsåg
100 .............................. 80—90 100—120
500 ............................... 50—56 80— 90
800 .. •........................... 48—52 72— 80
1 200 .........................* . . 42-46 80- 90
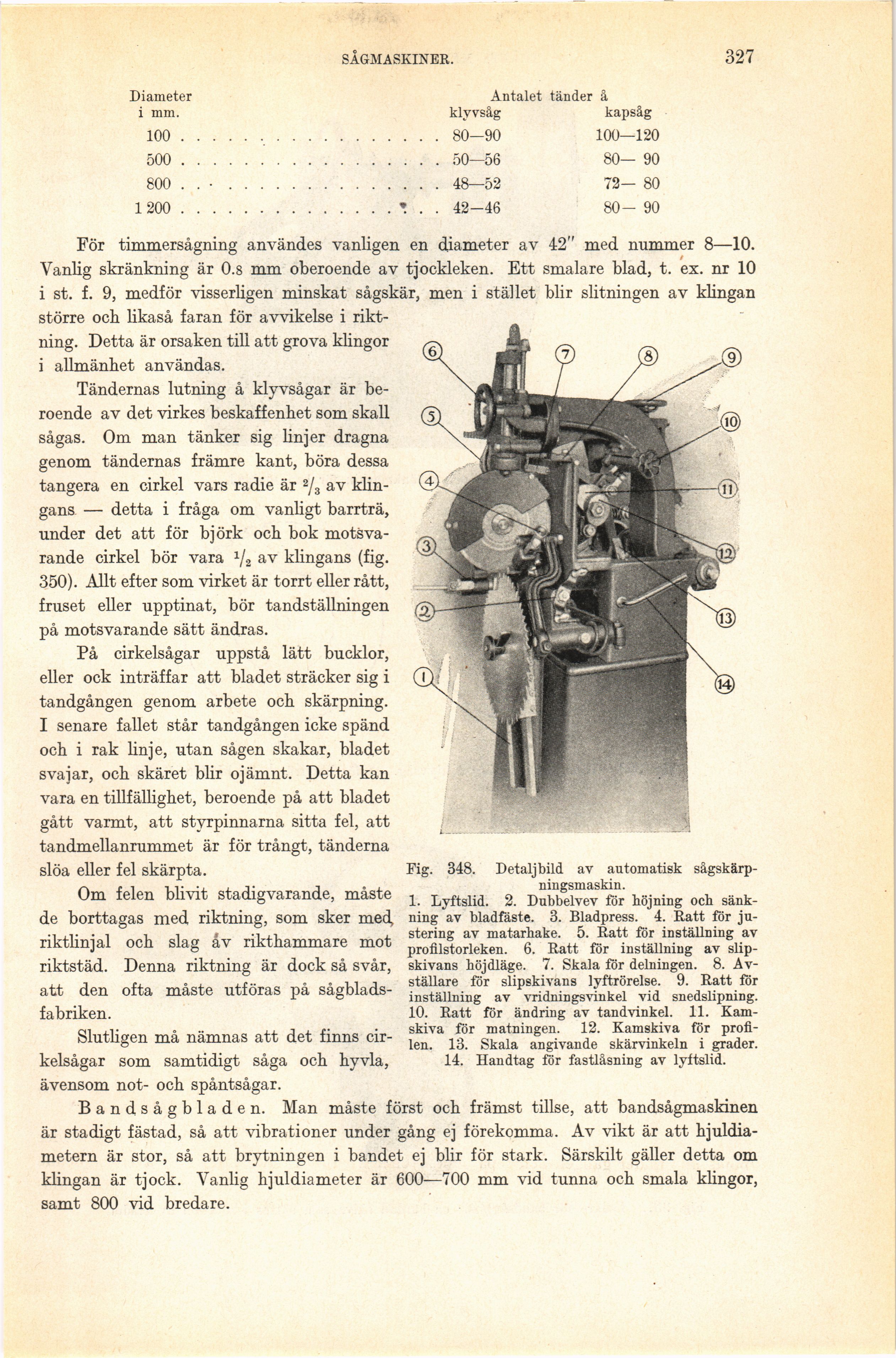
Fig. 348. Detaljbild av automatisk
sågskärp-ningsmaskin.
1. Lyftslid. 2. Dubbelvev för höjning och
sänkning av bladfäste. 3. Bladpress. 4. Ratt för
justering av matarhake. 5. Ratt för inställning av
profilstorleken. 6. Ratt för inställning av
slipskivans höjdläge. 7. Skala för delningen. 8.
Av-ställare för slipskivans lyftrörelse. 9. Ratt för
inställning av vridningsvinkel vid snedslipning.
10. Ratt för ändring av tandvinkel. 11.
Kamskiva för matningen. 12. Kamskiva för
profilen. 13. Skala angivande skärvinkeln i grader.
14. Handtag för fastlåsning av lyftslid.
För timmersågning användes vanligen en diameter av 42 med nummer 8—10.
Vanlig skränkning är 0.8 mm oberoende av tjockleken. Ett smalare blad, t. ex. nr 10
i st. f. 9, medför visserligen minskat sågskär, men i stället blir slitningen av klingan
större och likaså faran för avvikelse i
riktning. Detta är orsaken till att grova klingor
i allmänhet användas.
Tändernas lutning å klyvsågar är
beroende av det virkes beskaffenhet som skall
sågas. Om man tänker sig linjer dragna
genom tändernas främre kant, böra dessa
tangera en cirkel vars radie är 2/3 av
klin-gans — detta i fråga om vanligt barrträ,
under det att för björk och bok
motsvarande cirkel bör vara 1/2 av klingans (fig.
350). Allt efter som virket är torrt eller rått,
fruset eller upptinat, bör tandställningen
på motsvarande sätt ändras.
På cirkelsågar uppstå lätt bucklor,
eller ock inträffar att bladet sträcker sig i
tandgången genom arbete och skärpning.
I senare fallet står tandgången icke spänd
och i rak linje, utan sågen skakar, bladet
svajar, och skäret blir ojämnt. Detta kan
vara en tillfällighet, beroende på att bladet
gått varmt, att styrpinnarna sitta fel, att
tandmellanrummet är för trångt, tänderna
slöa eller fel skärpta.
Om felen blivit stadigvarande, måste
de borttagas med riktning, som sker med,
riktlinjal och slag åv rikthammare mot
riktstäd. Denna riktning är dock så svår,
att den ofta måste utföras på
sågblads-fabriken.
Slutligen må nämnas att det finns
cirkelsågar som samtidigt såga och hyvla,
ävensom not- och spåntsågar.
Bandsågbladen. Man måste först och främst tillse, att bandsågmaskinen
är stadigt fästad, så att vibrationer under gång ej förekomma. Av vikt är att
hjuldiametern är stor, så att brytningen i bandet ej blir för stark. Särskilt gäller detta om
klingan är tjock. Vanlig hjuldiameter är 600—700 mm vid tunna och smala klingor,
samt 800 vid bredare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}