
Full resolution (JPEG) - On this page / på denna sida - Järn och stål, av Sture Arvidsson - Formgivningsmetoderna - 8. Valsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivningsmetoderna
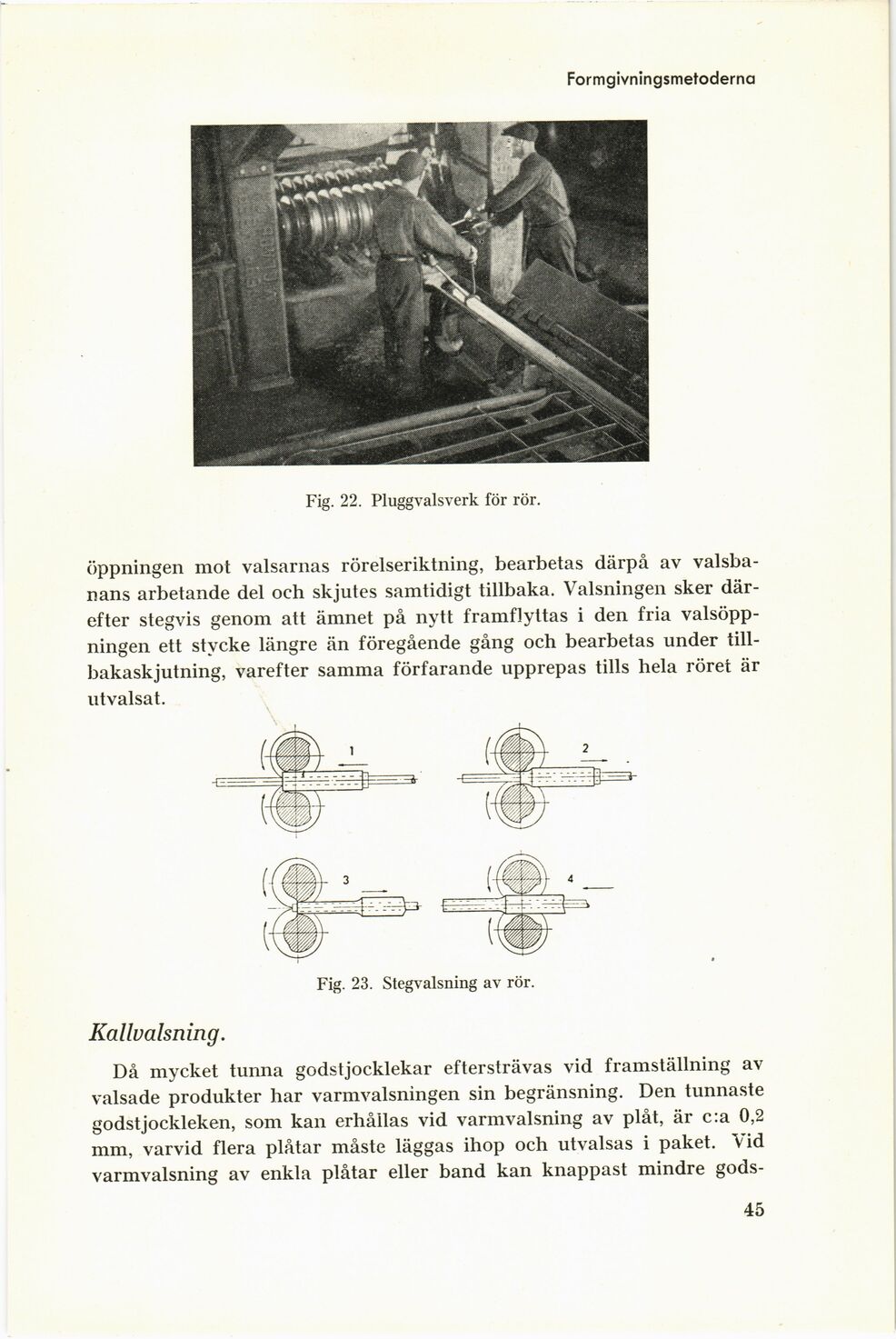
Fig. 22. Pluggvalsverk för rör.
öppningen mot valsarnas rörelseriktning, bearbetas därpå av
valsbanans arbetande del och skjutes samtidigt tillbaka. Valsningen sker
därefter stegvis genom att ämnet på nytt framflyttas i den fria
valsöppningen ett stycke längre än föregående gång och bearbetas under
till-bakaskjutning, varefter samma förfarande upprepas tills hela röret är
utvalsat.
Fig. 23. Stegvalsning av rör.
Kallvalsning.
Då mycket tunna godstjocklekar eftersträvas vid framställning av
valsade produkter har varmvalsningen sin begränsning. Den tunnaste
godstjockleken, som kan erhållas vid varmvalsning av plåt, är c:a 0,2
mm, varvid flera plåtar måste läggas ihop och utvalsas i paket. Vid
varmvalsning av enkla plåtar eller band kan knappast mindre
gods
45
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}