
Full resolution (JPEG) - On this page / på denna sida - Metaller och metallegeringar, av Pehr Lagerhjelm - Mässing - 64. Bearbetning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Metaller och metallegeringar
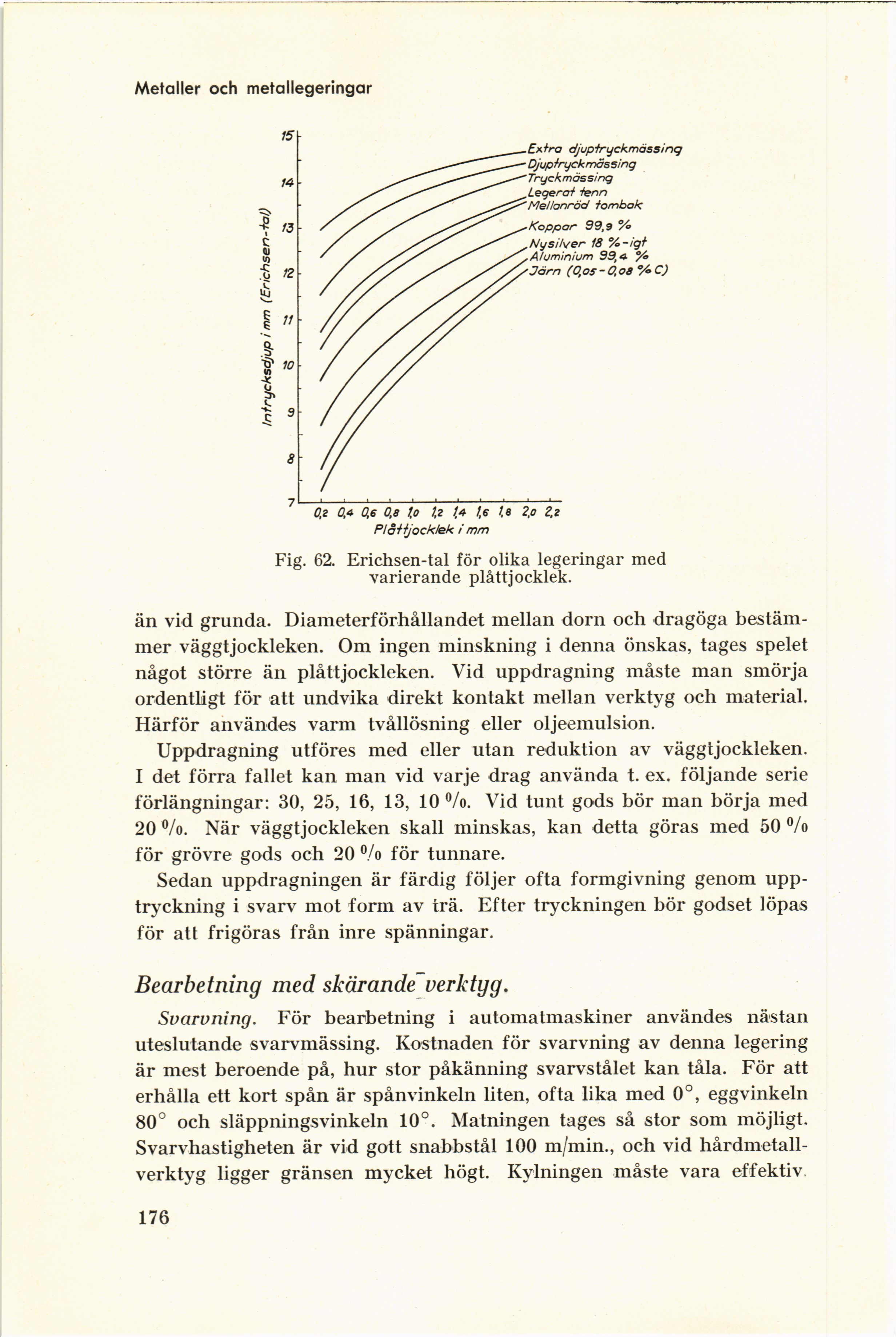
Fig. 62. Erichsen-tal för olika legeringar med
varierande plåttjocklek.
än vid grunda. Diameterförhållandet mellan dorn och dragöga
bestämmer väggtjockleken. Om ingen minskning i denna önskas, tages spelet
något större än plåttjockleken. Vid uppdragning måste man smörja
ordenthgt för att undvika direkt kontakt mellan verktyg och material.
Härför användes varm tvållösning eller oljeemulsion.
Uppdragning utföres med eller utan reduktion av väggtjockleken.
I det förra fallet kan man vid varje drag använda t. ex. följande serie
förlängningar: 30, 25, 16, 13, 10 °/o. Vid tunt gods bör man börja med
20 %. När väggtjockleken skall minskas, kan detta göras med 50 %
för grövre gods och 20 °/o för tunnare.
Sedan uppdragningen är färdig följer ofta formgivning genom
upp-tryckning i svarv mot form av trä. Efter tryckningen bör godset löpas
för att frigöras från inre spänningar.
Bearbetning med skärande verktyg.
Svarvning. För bearbetning i automatmaskiner användes nästan
uteslutande svarvmässing. Kostnaden för svarvning av denna legering
är mest beroende på, hur stor påkänning svarvstålet kan tåla. För att
erhålla ett kort spån är spån vinkeln liten, ofta lika med 0°, eggvinkeln
80° och släppningsvinkeln 10°. Matningen tages så stor som möjligt.
Svarvhastigheten är vid gott snabbstål 100 m/min., och vid
hårdmetallverktyg ligger gränsen mycket högt. Kylningen måste vara effektiv
176
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}