
Full resolution (JPEG) - On this page / på denna sida - Metaller och metallegeringar, av Pehr Lagerhjelm - Aluminiumlegeringar - 93. Bearbetning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Metaller och metallegeringar
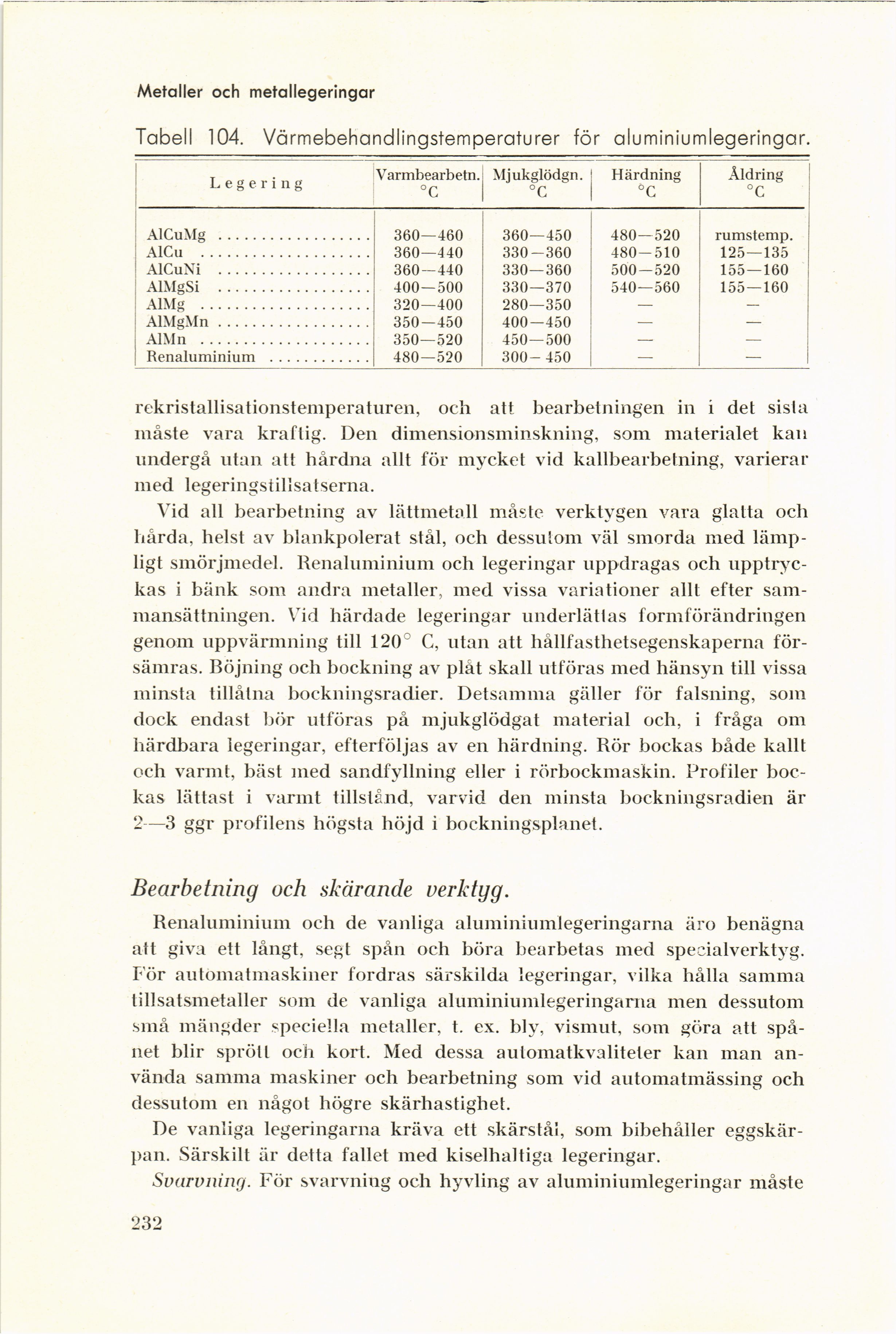
Tabell 104. Värmebehandlingstemperaturer för aluminiumlegeringar.
Legering Varmbearbetn. °C Mjukglödgn. °C Härdning °C Åldring °C
AlCuMg 360—460 360—450 480—520 rumstemp.
AlCu 360—440 330-360 480-510 125—135
AlCuNi 360—440 330—360
AlMgSi 400—500 330—370 155—160
AlMg 320—400 280—350
AlMgMn 350-450 400—450 — —
AlMn 350—520 450—500 — —
Renaluminium 480—520 300- 450 — —
rekristallisationstemperaturen, och att bearbetningen in i det sisla
måste vara kraftig. Den dimensionsminskning, som materialet kan
undergå utan att hårdna allt för mycket vid kallbearbetning, varierar
med legeringstillsatsema.
Vid all bearbetning av lättmetall måste verktygen vara glatta och
hårda, helst av blankpolerat stål, och dessutom väl smorda med
lämpligt smörjmedel. Renahiminium och legeringar uppdragas och
upptryckas i bänk som andra metaller, med vissa variationer allt efter
sammansättningen. Vid härdade legeringar underlättas formförändringen
genom uppvärmning till 120° C, utan att hållfasthetsegenskaperna
försämras. Böjning och bockning av plåt skall utföras med hänsyn till vissa
minsta tillåtna bockningsradier. Detsamma gäller för falsning, som
dock endast bör utföras på mjukglödgat material och, i fråga om
härdbara legeringar, efterföljas av en härdning. Rör bockas både kallt
och varmt, bäst med sandfyllning eller i rörbockmaskin. Profiler
bockas lättast i varmt tillstånd, varvid den minsta bockningsradien är
2—3 ggr profilens högsta höjd i bockningsplanet.
Bearbetning och skärande verktyg.
Renahiminium och de vanliga aluminiumlegeringarna äro benägna
att giva ett långt, segt spån och böra bearbetas med specialverktyg.
För automatmaskiner fordras särskilda legeringar, vilka hålla samma
tillsatsmetaller som de vanliga aluminiunilegeringarna men dessutom
små mängder speciella metaller, t. ex. bly, vismut, som göra att
spå-net blir sprötl och kort. Med dessa au lomatkvaliteter kan man
använda samma maskiner och bearbetning som vid automatmässing och
dessutom en något högre skärhastighet.
De vanliga legeringarna kräva ett skärståi, som bibehåller
eggskärpan. Särskilt är detta fallet med kiselhaltiga legeringar.
Svarvning. För svarvning och hyvling av aluminiumlegeringar måste
232
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}