
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Framställning av halvfabrikat - 17. Valsning - 18. Dragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Framställning av halvfabrikat
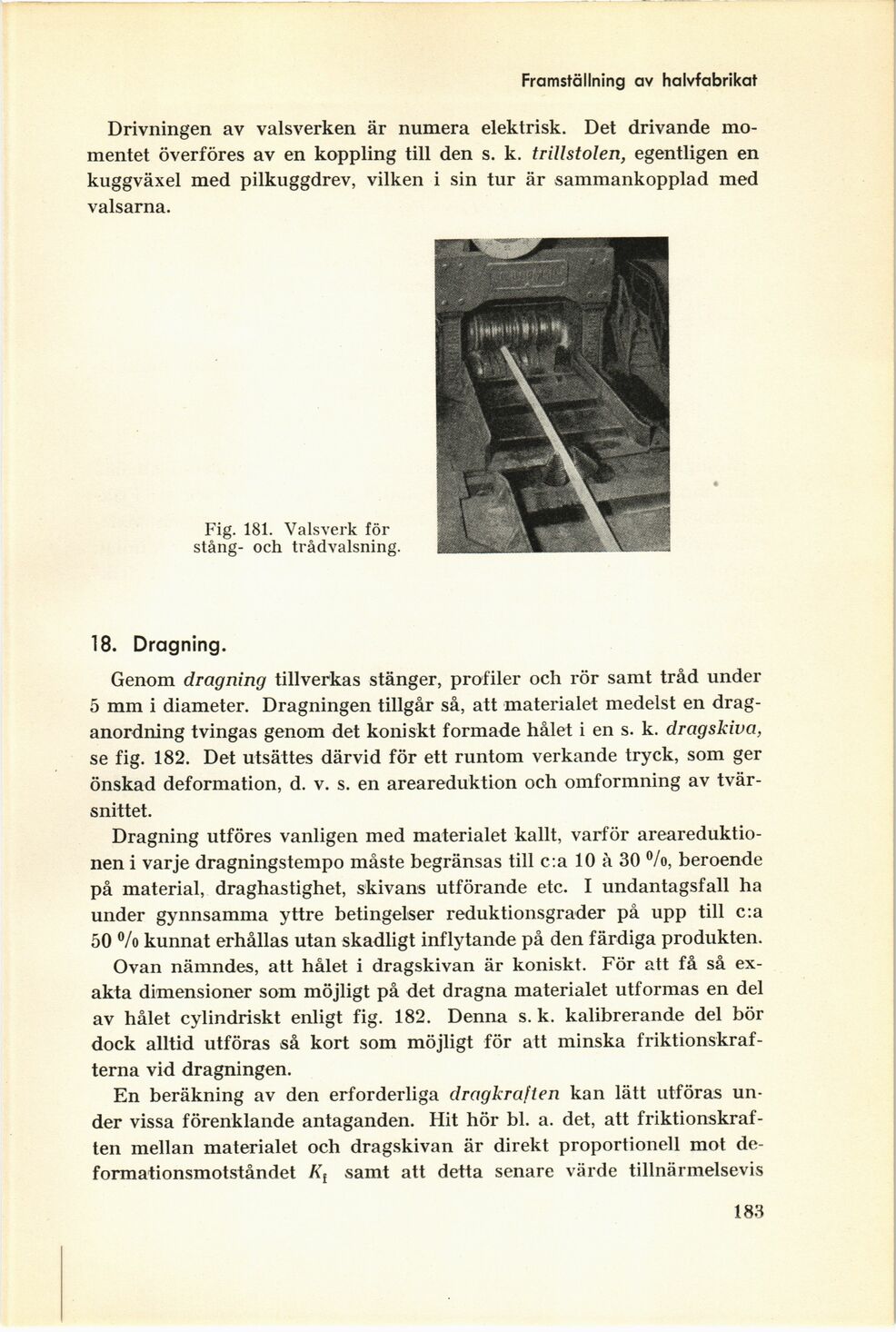
Drivningen av valsverken är numera elektrisk. Det drivande
momentet överföres av en koppling till den s. k. trillstolen, egentligen en
kuggväxel med pilkuggdrev, vilken i sin tur är sammankopplad med
valsarna.
Fig. 181. Valsverk för
stång- och trådvalsning.
18. Dragning.
Genom dragning tillverkas stänger, profiler och rör samt tråd under
5 mm i diameter. Dragningen tillgår så, att materialet medelst en
drag-anordning tvingas genom det koniskt formade hålet i en s. k. dragskiva,
se fig. 182. Det utsättes därvid för ett runtom verkande tryck, som ger
önskad deformation, d. v. s. en areareduktion och omformning av
tvärsnittet.
Dragning utföres vanligen med materialet kallt, varför
areareduktionen i varje dragningstempo måste begränsas till c:a 10 å 30 %, beroende
på material, draghastighet, skivans utförande etc. I undantagsfall ha
under gynnsamma yttre betingelser reduktionsgrader på upp till c:a
50 % kunnat erhållas utan skadligt inflytande på den färdiga produkten.
Ovan nämndes, att hålet i dragskivan är koniskt. För att få så
exakta dimensioner som möjligt på det dragna materialet utformas en del
av hålet cylindriskt enligt fig. 182. Denna s. k. kalibrerande del bör
dock alltid utföras så kort som möjligt för att minska
friktionskraf-terna vid dragningen.
En beräkning av den erforderliga dragkraften kan lätt utföras
under vissa förenklande antaganden. Hit hör bl. a. det, att
friktionskraf-ten mellan materialet och dragskivan är direkt proportionell mot
de-formationsmotståndet Kl samt att detta senare värde tillnärmelsevis
183
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}