
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Framställning av halvfabrikat - 18. Dragning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
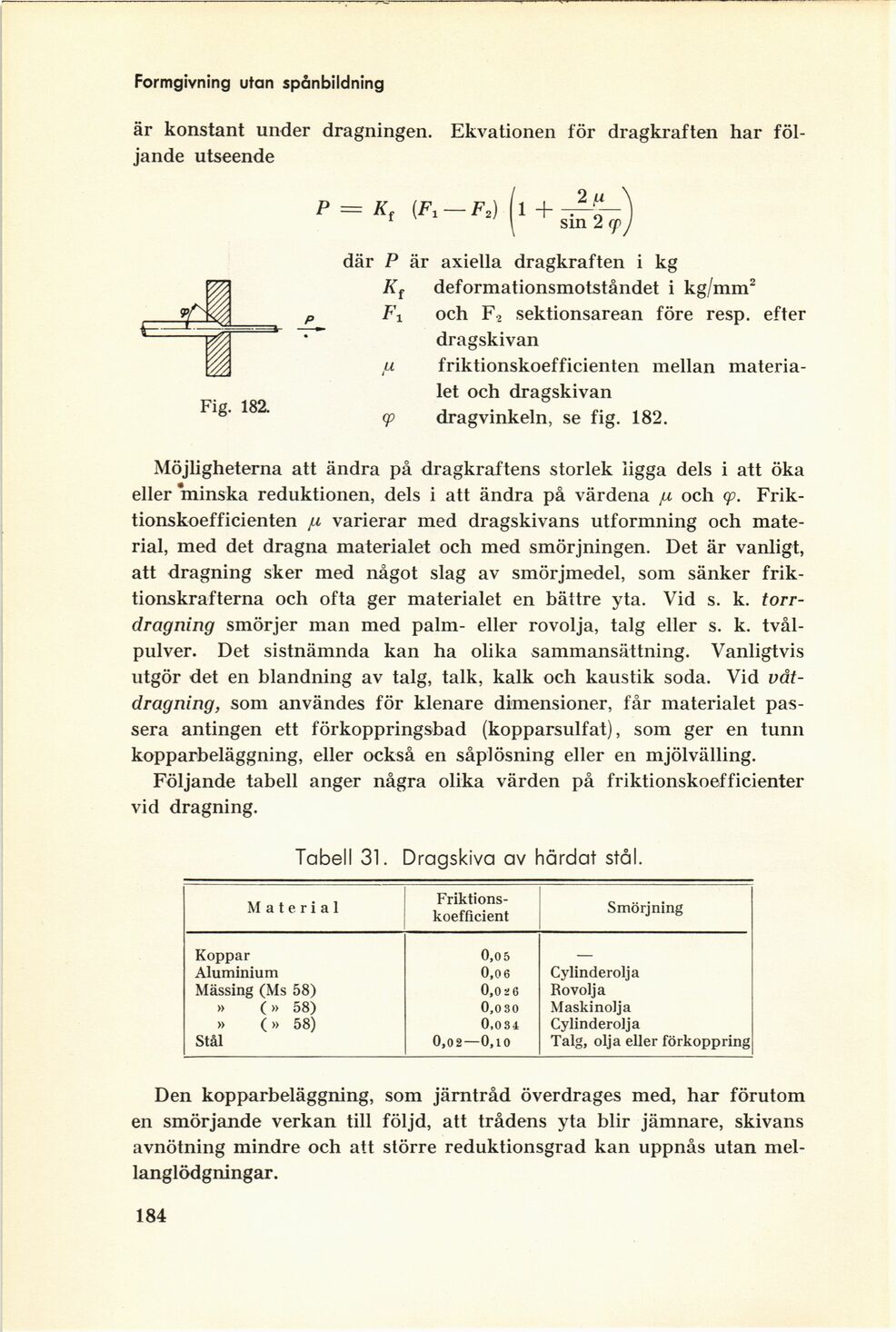
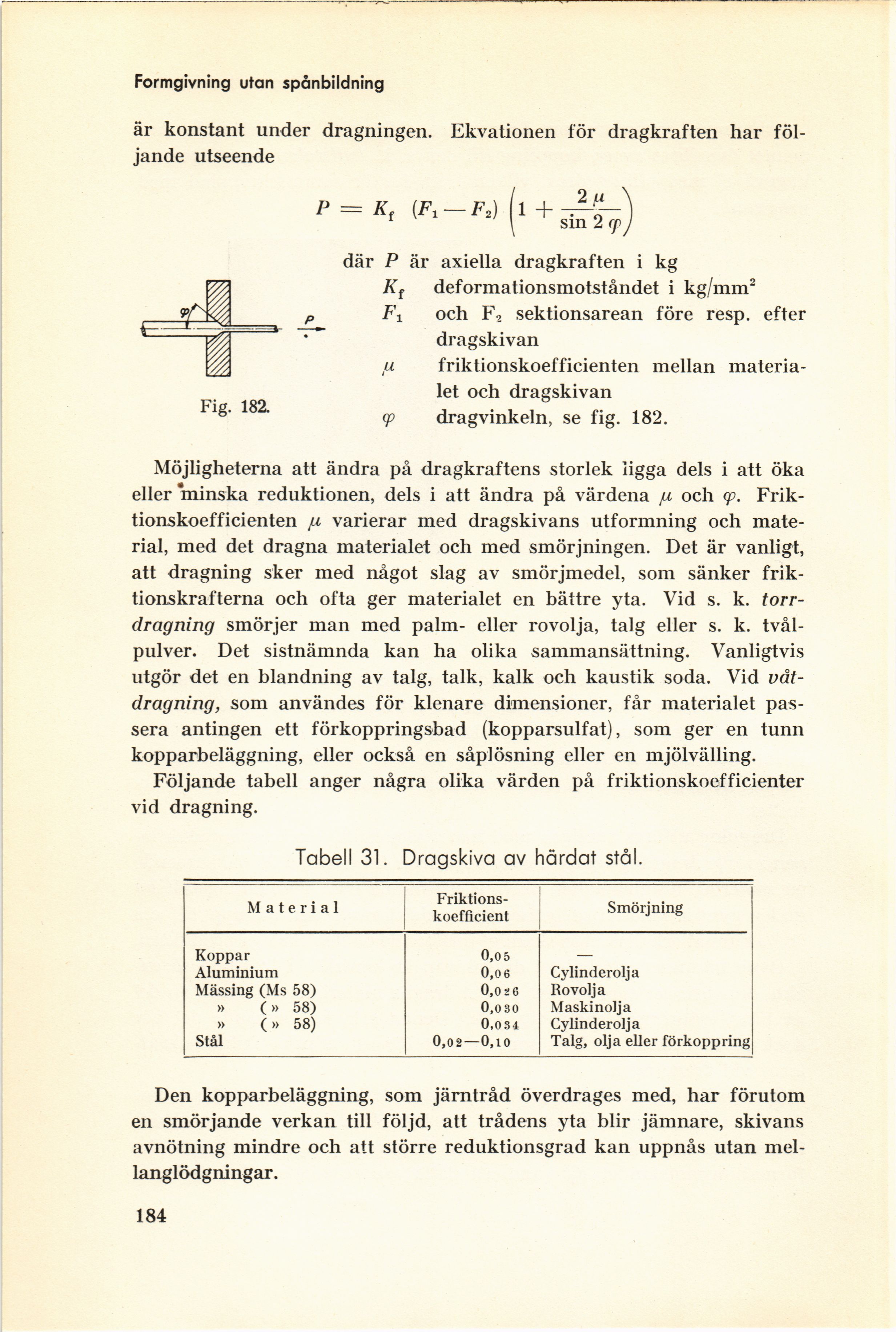
är konstant under dragningen. Ekvationen för dragkraften har
följande utseende
P = K, (Fx —F2)
_2_^_
sin 2 (f
1 +
Fig. 182.
där P är axiella dragkraften i kg
K{ deformationsmotståndet i kg/mm2
Fi och F2 sektionsarean före resp, efter
dragskivan
,u friktionskoefficienten mellan materia-
let och dragskivan
ip dragvinkeln, se fig. 182.
Möjligheterna att ändra på dragkraftens storlek ligga dels i att öka
eller minska reduktionen, dels i att ändra på värdena p och g).
Friktionskoefficienten /i varierar med dragskivans utformning och
material, med det dragna materialet och med smörjningen. Det är vanligt,
att dragning sker med något slag av smörjmedel, som sänker
frik-tionskrafterna och ofta ger materialet en bättre yta. Vid s. k.
torr-dragning smörjer man med palm- eller rovolja, talg eller s. k.
tvålpulver. Det sistnämnda kan ha olika sammansättning. Vanligtvis
utgör det en blandning av talg, talk, kalk och kaustik soda. Vid
våtdragning, som användes för klenare dimensioner, får materialet
passera antingen ett förkoppringsbad (kopparsulfat), som ger en tunn
kopparbeläggning, eller också en såplösning eller en mjölvälling.
Följande tabell anger några olika värden på friktionskoefficienter
vid dragning.
Tabell 31. Dragskiva av härdat stål.
Material [-Friktions-koefficient-] {+Friktions- koefficient+} Smörjning
Koppar 0,05 —
Aluminium 0,0 6 Cylinderolja
Mässing (Ms 58) O,oz6 Rovolja
» (» 58) O,o30 Maskinolja
» (» 58) 0,0 34 Cylinderolja
Stål 0,02—O,io Talg, olja eller förkoppring
Den kopparbeläggning, som järntråd överdrages med, har förutom
en smörjande verkan till följd, att trådens yta blir jämnare, skivans
avnötning mindre och att större reduktionsgrad kan uppnås utan
mel-langlödgningar.
184
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}