
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Gjutning - 27. Råd och anvisningar för den konstruktiva utformningen av gjutgods - 28. Stålgjutning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gjutning
rial under stelnandet, genom sjunkgöt etc., och att söka åstadkomma
en likformig avkylning i godsets olika delar. Det senare kan uppnås
genom att använda torrsandsformar, genom isolering av klena
partier, som svalna fort, eller genom avkylning av grövre partier.
Kyl-ningen sker som nämnts medelst kokiller (kyljärn) eller kylspik, som
inläggas i sanden. Likaså kan gjutaren, sedan godset stelnat på ytan,
befria vissa delar från sand och därigenom påskynda avsvalningen.
Placeringen av ingöt och stiggöt samt gjutskålar på en form är
av största betydelse. Stiggöten förläggas till alla punkter, där
luftsäckar kunna tänkas uppstå, då metallen stiger i formen. Ingötet
placeras så, att metallstrålen ej träffar ömtåliga formdelar,
utskjutande kanter e. d. Man bör även se till, att metallstrålen ej bearbetar
en bestämd punkt av formen under hela ingjutningen utan träffar
den stigande metallytan efter de första sekunderna.
28. Stålgjutning.
Framställning av stålgjutgods intar en mycket betydelsefull
position inom verkstadstekniken. Man gjuter exempelvis detaljer till
verktygsmaskiner, järnvägsvagnshjul, fartygsstävar, propellrar etc. i
stål. Man kan genom gjutningen inbespara avsevärda kostnader och
mängder av material, jämfört med om bearbetningen till slutgiltig
form skulle ha skett ur massiva ämnen.
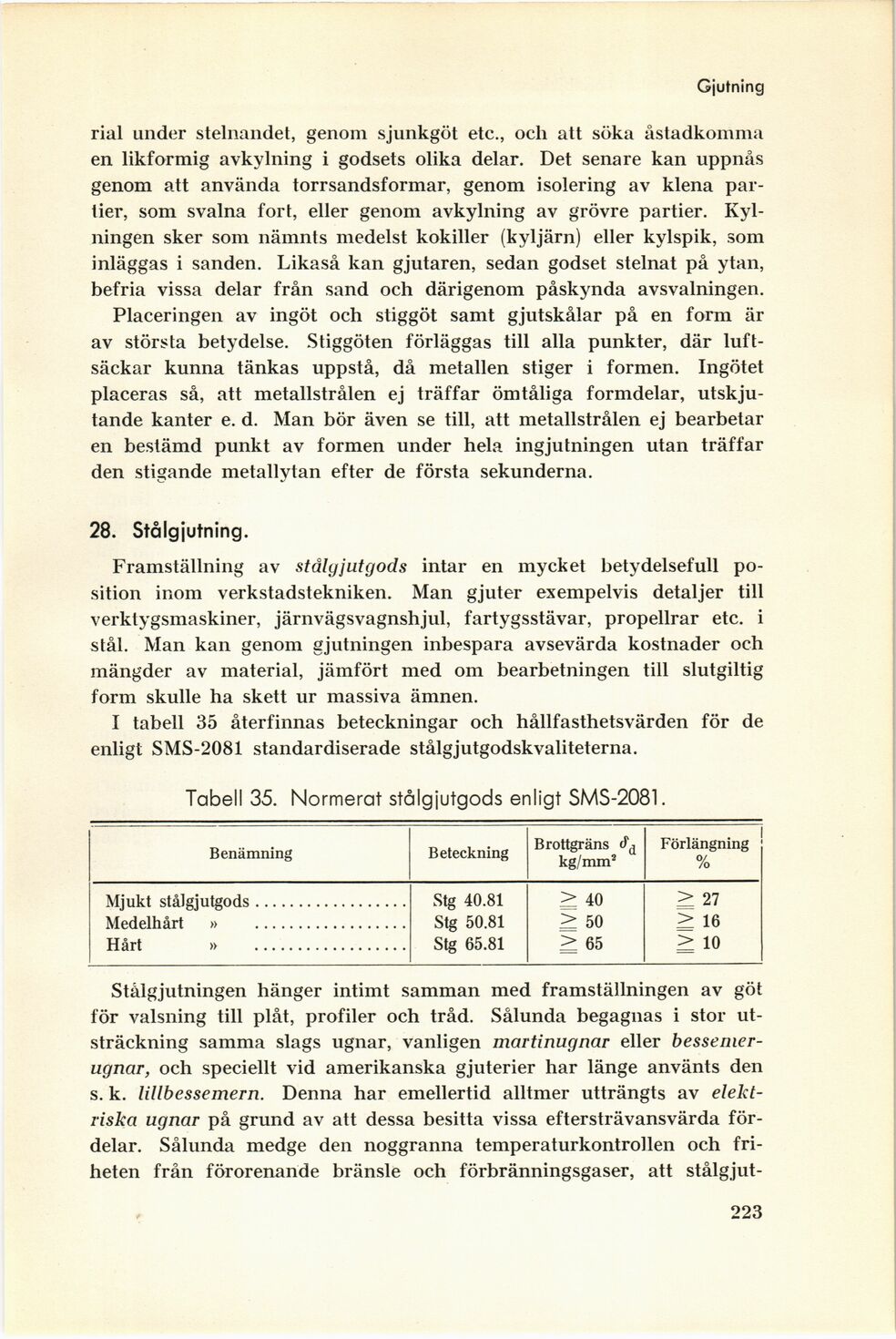
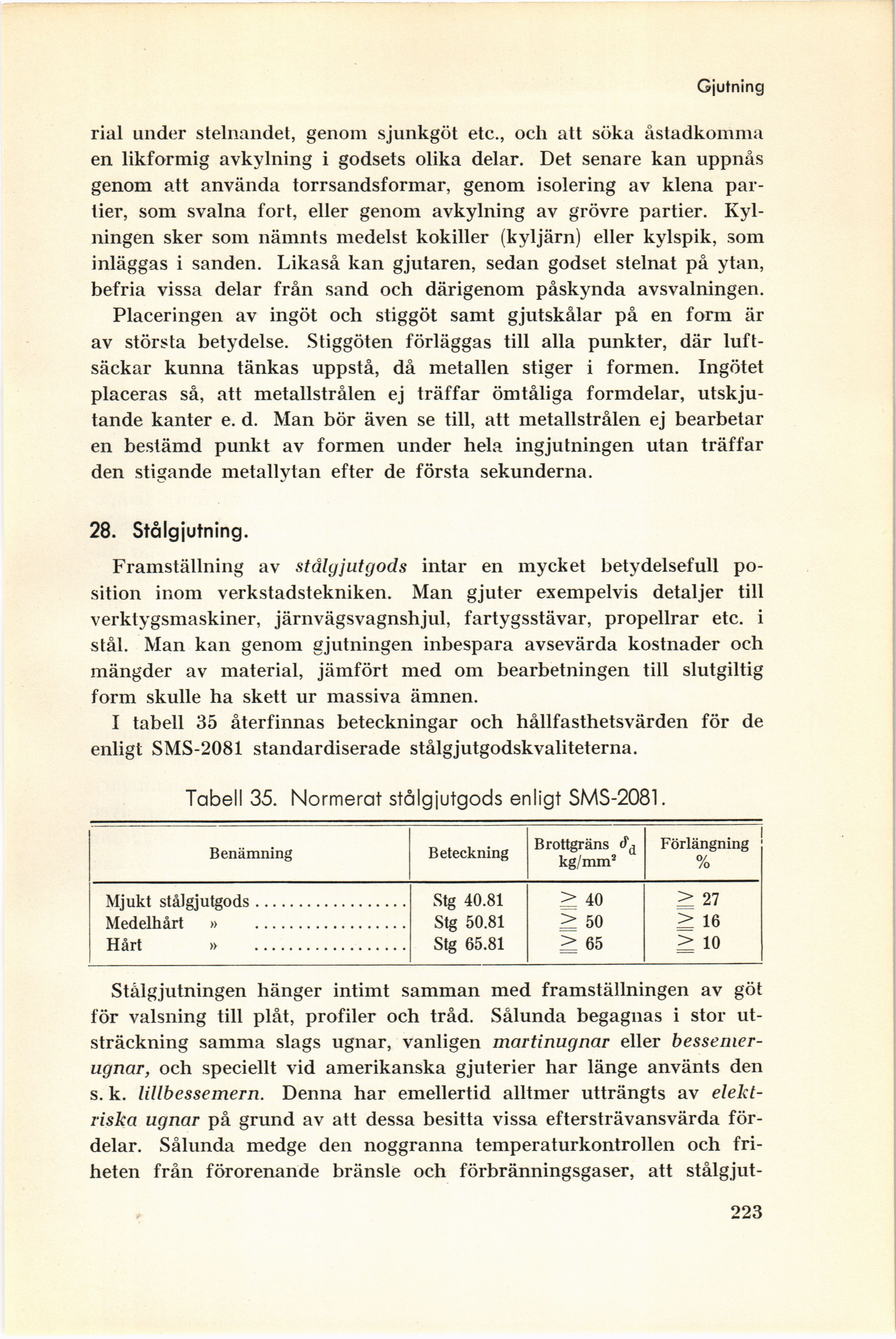
I tabell 35 återfinnas beteckningar och hållfasthetsvärden för de
enligt SMS-2081 standardiserade stålgjutgodskvaliteterna.
Tabell 35. Normerat stålgjutgods enligt SMS-2081.
Benämning Beteckning Brottgräns <Fd kg/mm3 Förlängning 0/ /o
Mjukt stålgjutgods.................... Stg 40.81 >40 >27
Medelhårt » Stg 50.81 >50 = 16
Hårt » Stg 65.81 >65 >10
Stålgjutningen hänger intimt samman med framställningen av göt
för valsning till plåt, profiler och tråd. Sålunda begagnas i stor
utsträckning samma slags ugnar, vanligen martinugnar eller
bessemer-ugnar, och speciellt vid amerikanska gjuterier har länge använts den
s. k. lillbessemern. Denna har emellertid alltmer utträngts av
elektriska ugnar på grund av att dessa besitta vissa eftersträvansvärda
fördelar. Sålunda medge den noggranna temperaturkontrollen och
friheten från förorenande bränsle och förbränningsgaser, att stålgjut-
223
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}