
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Smidning - 41. Allmänt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Smidning
heten. Senare skola några synpunkter på uppvärmningsproblemet och
i samband därmed några ofta förekommande fel behandlas.
Formgivningen vid smidning sker genom slag eller tryck. I förra
fallet tar arbetsstycket upp en del av den av hammarhuvudet
(fallvikten, släggan) avgivna stötenergien. Restenergien går förlorad i
underlaget (städet), bl. a. i form av svängningar. Deformation genom
tryck innebär, att materialet t. ex. i en hydraulisk press utsättes för
långsamt ökande krafter, så att deformationsmotståndet överskrides,
och att krafterna verka under en godtycklig tid. Arbetsstycket upptar
härvid betydligt större del av den tillförda energien än i förra fallet.
Dessutom medför bearbetning medelst tryckkrafter, att det smidda
ämnet blir bättre genomarbetat ända in till kärnan, än vad fallet är
vid smidning genom slag.
Skillnaden i förbrukad energi för en viss deformation betingas av,
att man vid bearbetning med slag måste uppnå och övervinna
deformationsmotståndet varje gång verktyget träffar arbetsstycket, medan
bearbetningen under press endast fordrar detta energitillskott en gång.
En icke oviktig faktor att räkna med vid jämförelse mellan de båda
metoderna för formgivningen är även de ofta besvärande vibrationer,
som kunna uppträda i omgivningen av en större maskinhammare. En
hydraulisk press är ju helt fri från denna nackdel.
Till smidningen räknas vanligen de båda sammanfogningsmetoderna
svetsning och nitning. Med svetsning förstås då den s. k. sinides- eller
vällsvetsningen. Den tillgår så, att de båda delar, som skola förenas,
planas och rengöras på fogytorna. Därpå sker en upphettning något
över smidestemperatur, ytorna beströs rikligt med s. k. flussmedel,
varpå delarna pressas hårt tillsammans genom slag eller tryck.
Materialet i fogen väller då ihop, medan slaggen på skarvytorna pressas ut.
Vid vällsvetsning räcker det ej med att materialet i delarna är
smid-bart. Det bör även ha goda svetsegenskaper. Några data beträffande
sammansättningen anges längre fram.
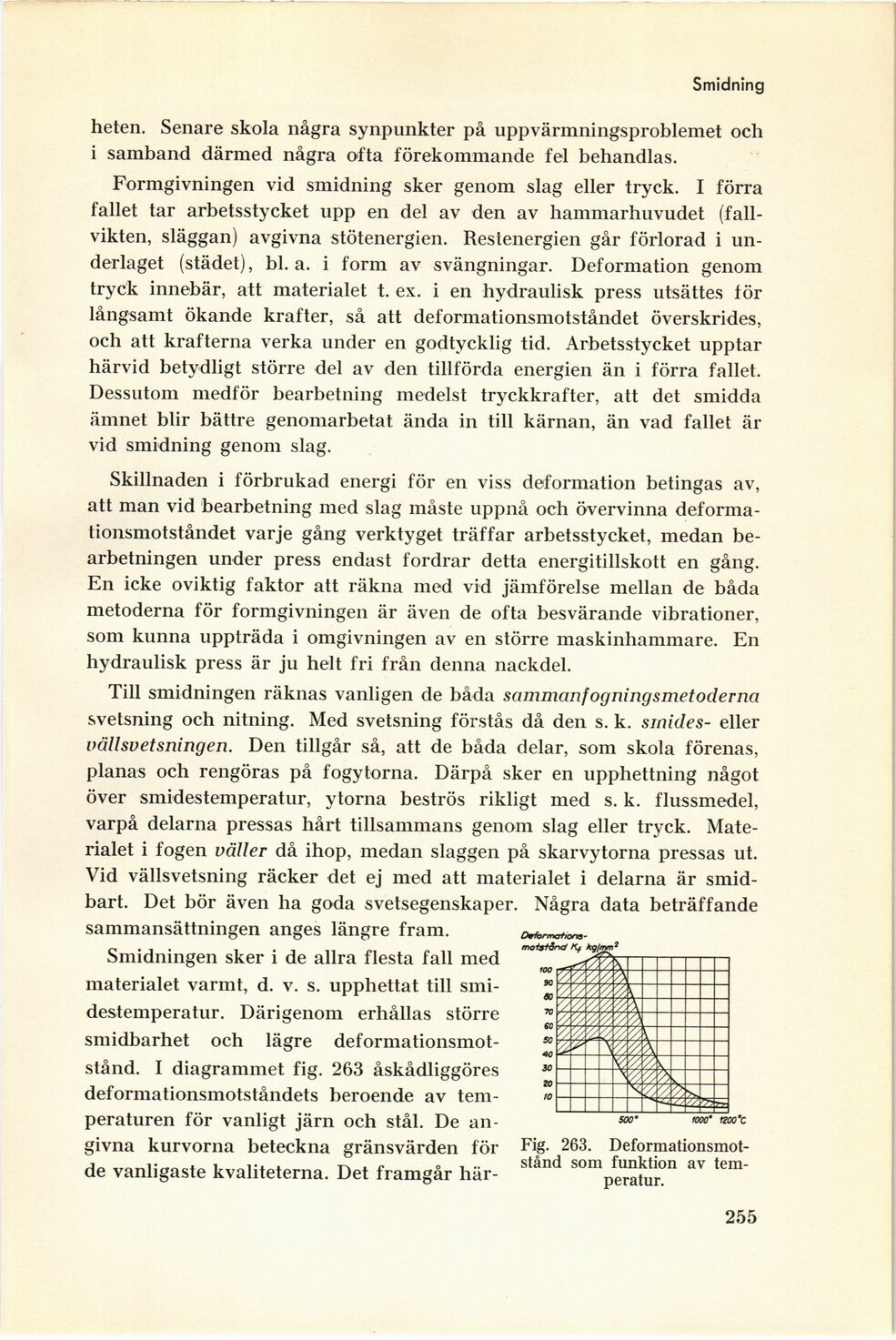
Smidningen sker i de allra flesta fall med
materialet varmt, d. v. s. upphettat till
smidestemperatur. Därigenom erhållas större
smidbarhet och lägre
deformationsmot-stånd. I diagrammet fig. 263 åskådliggöres
deformationsmotståndets beroende av
temperaturen för vanligt järn och stål. De
angivna kurvorna beteckna gränsvärden för
de vanligaste kvaliteterna. Det framgår
här
Fig. 263.
Deformationsmot-stånd som funktion av
temperatur.
255
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}