
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Sammanfogningsmetoder för plåt - 60. Nitning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
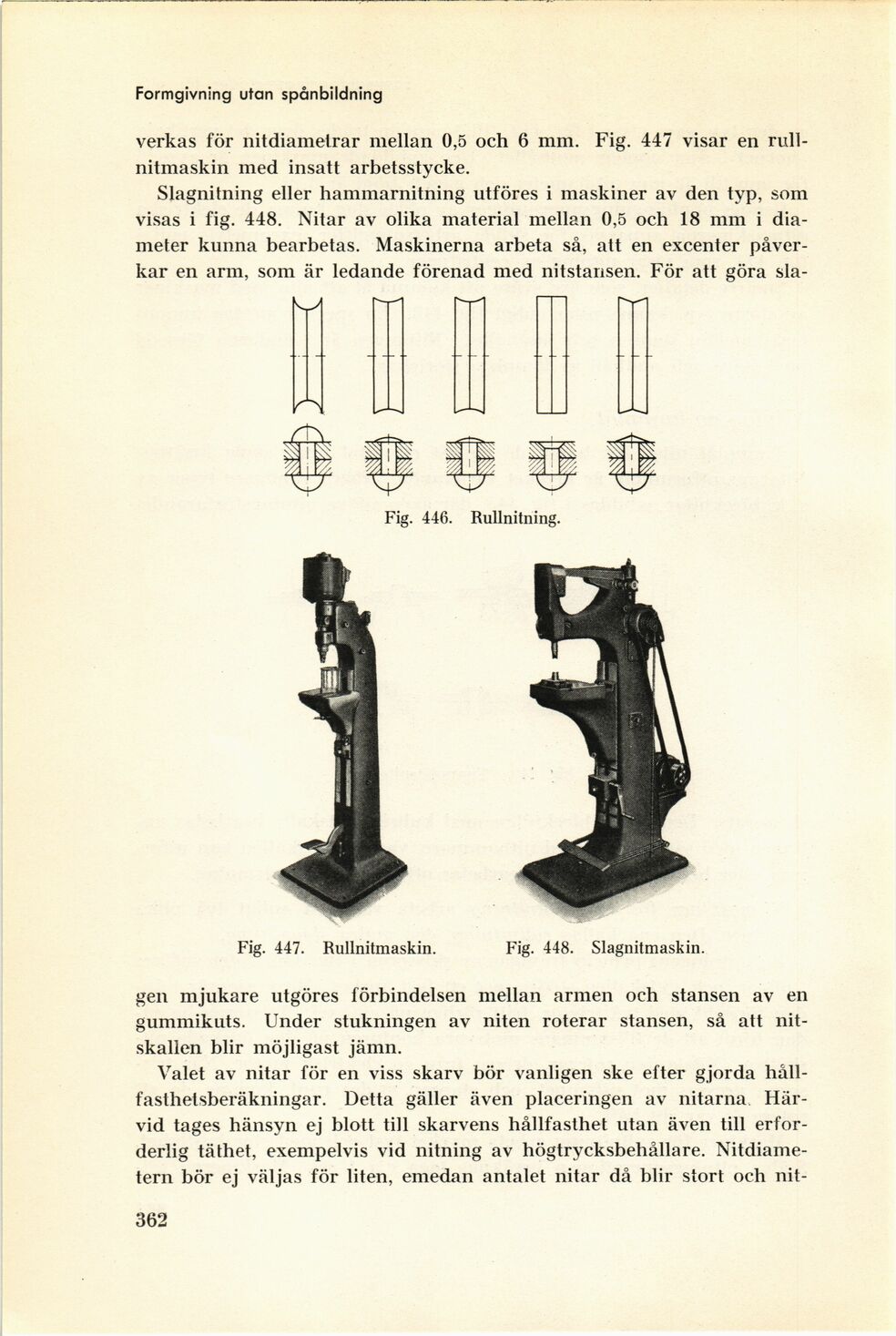
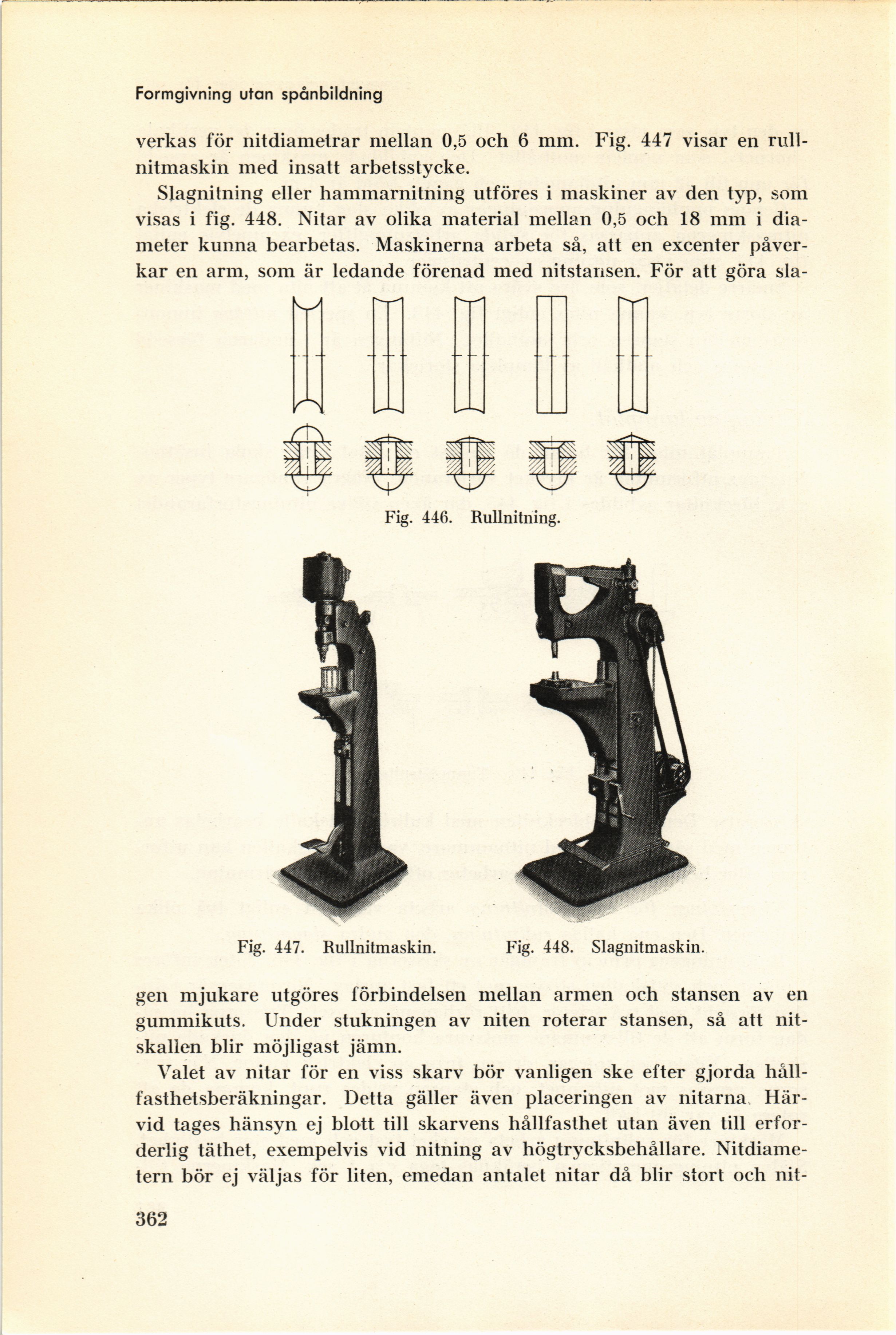
verkas för nitdiametrar mellan 0,5 och 6 mm. Fig. 447 visar en
rull-nitmaskin med insatt arbetsstycke.
Slagnitning eller hammarnitning utföres i maskiner av den typ, som
visas i fig. 448. Nitar av olika material mellan 0,5 och 18 mm i
diameter kunna bearbetas. Maskinerna arbeta så, att en excenter
påverkar en arm, som är ledande förenad med nitstansen. För att göra sla-
Fig. 446. Rullnitning.
Fig. 447. Rullnitmaskin. Fig. 448. Slagnitmaskin.
gen mjukare utgöres förbindelsen mellan armen och stansen av en
gummikuts. Under stukningen av niten roterar stansen, så att
nitskallen blir möjligast jämn.
Valet av nitar för en viss skarv bör vanligen ske efter gjorda
håll-fasthetsberäkningar. Detta gäller även placeringen av nitarna
Härvid tages hänsyn ej blott till skarvens hållfasthet utan även till
erforderlig täthet, exempelvis vid nitning av högtrycksbehållare.
Nitdiametern bör ej väljas för liten, emedan antalet nitar då blir stort och nit-
362
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}