
Full resolution (JPEG)
- On this page / på denna sida
- ”Bakning” av flygplan nyhet vid Saab, av Olle Ljungström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
hall I. På detta stadium fick vi hjälp av
Karl Erik österberg, UPL, med
utbygg-nadsplanering och materialanskaffning.
En omorganisation företogs för några
månader sedan, varvid österberg
assisterad av Häggqvist övertog ledningen av
verkstadsdriften, bl. a. med uppgift att
tillrättalägga den för serietillverkning.
Författaren fungerar numera som
metall-limningskonsult inom
konstruktionsav-delningen.
Något om Reduxmetodens grunddata
Redux är ett sammansatt plastlim,
bestående av de två komponenterna
Kövätska och Redux-pulver. K6-vätskan
ut-göres av värmehärdande
fenolformalde-hyd och det vita, ganska grovkorniga
pulvret består av polyvinylformal, som
är termoplatiskt, dvs. mjuknar vid
uppvärmning över ioo°C.
Redux förekommer i flera varianter
och vid ett par av dessa har de båda
komponenterna blandats med varandra
från början. Det lim, som användes för
lättmetall, kallas rätt och slätt ”REDUX”
och levereras med komponenterna
separerade. Med Redux kan man tyvärr inte
som med Karlssons klister ”limma allt”,
men man kan med fördel använda
Redux för en mängd olika metaller (alumin,
magnes, stål, mässing, m. m.) dels var för
sig, dels limmade mot varandra. Vidare
kan man limma trä, vissa plaster och
gummi mot metaller, ävensom
fibermaterial såsom bromsband m. m.
Om man vill uppnå toppresultatet vid
varje sådan materialkombination, måste
man dock bereda sig på att prova ut lim-
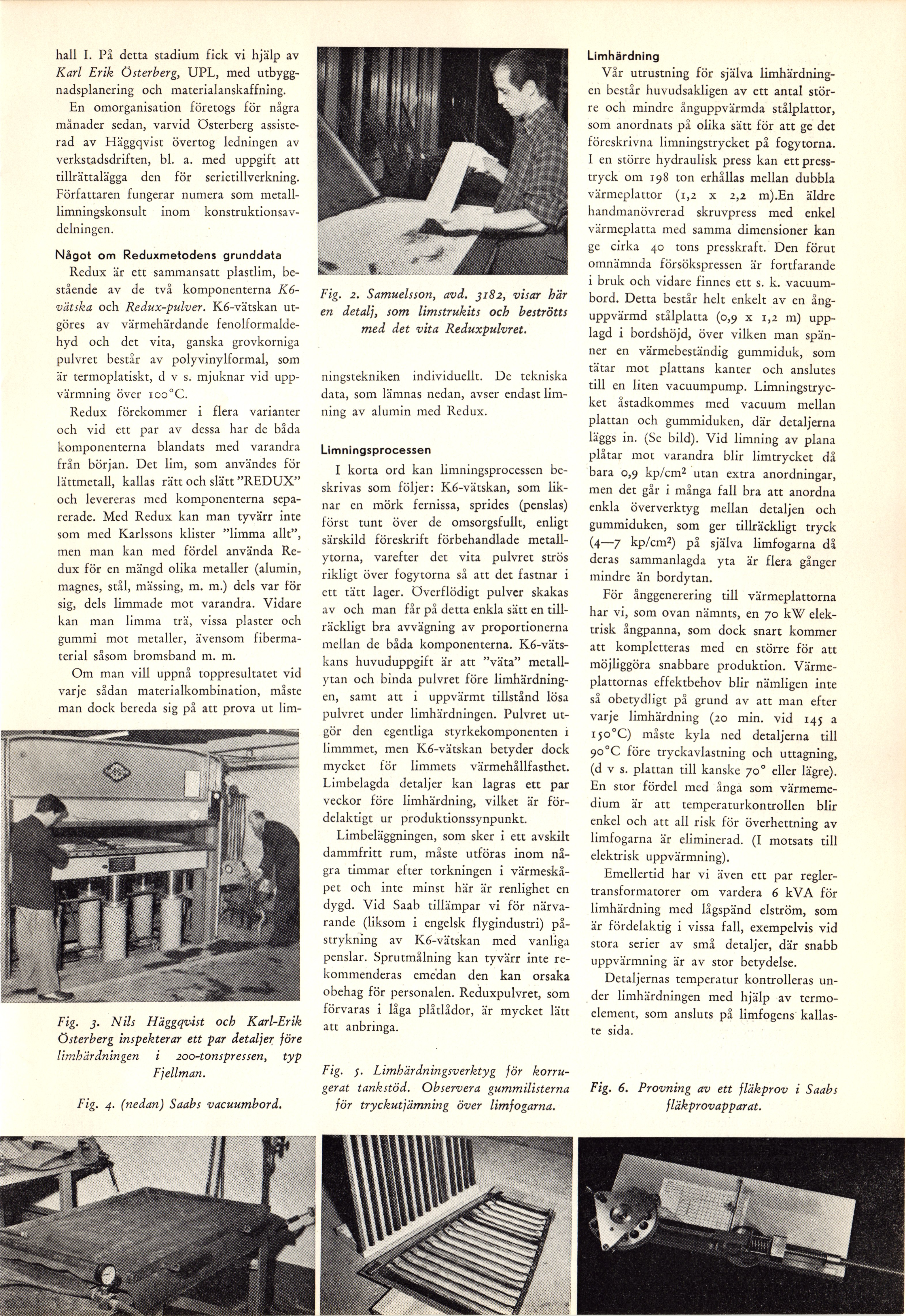
Fig. 3. Nils Häggqvist och Karl-Er ik
österberg inspekterar ett par detaljer före
limhärdningen i 200-tonspressen, typ
Fjellman.
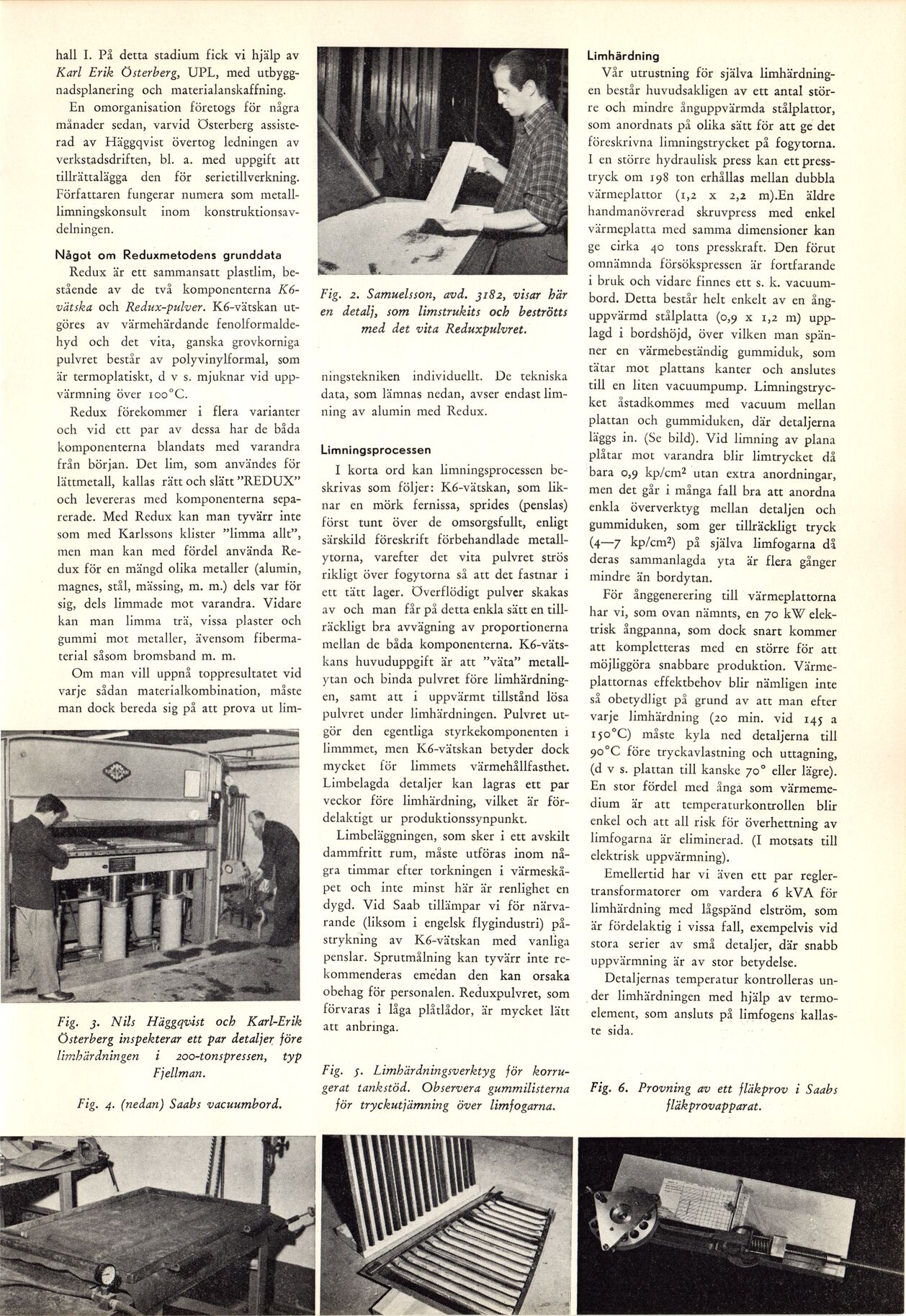
Fig. 2. Samuelsson, avd. 3182, visar här
en detalj, som limstrukits och beströtts
med det vita Reduxpulvret.
ningstekniken individuellt. De tekniska
data, som lämnas nedan, avser endast
limning av alumin med Redux.
Limningsprocessen
I korta ord kan limningsprocessen
beskrivas som följer: K6-vätskan, som
liknar en mörk fernissa, sprides (penslas)
först tunt över de omsorgsfullt, enligt
särskild föreskrift förbehandlade
metallytorna, varefter det vita pulvret strös
rikligt över fogytorna så att det fastnar i
ett tätt lager, överflödigt pulver skakas
av och man får på detta enkla sätt en
tillräckligt bra avvägning av proportionerna
mellan de båda komponenterna.
K6-väts-kans huvuduppgift är att ”väta”
metallytan och binda pulvret före
limhärdningen, samt att i uppvärmt tillstånd lösa
pulvret under limhärdningen. Pulvret
utgör den egentliga styrkekomponenten 1
limmmet, men K6-vätskan betyder dock
mycket för limmets värmehållfasthet.
Limbelagda detaljer kan lagras ett par
veckor före limhärdning, vilket är
fördelaktigt ur produktionssynpunkt.
Limbeläggningen, som sker i ett avskilt
dammfritt rum, måste utföras inom
några timmar efter torkningen i
värmeskåpet och inte minst här är renlighet en
dygd. Vid Saab tillämpar vi för
närvarande (liksom i engelsk flygindustri)
på-strykning av K6-vätskan med vanliga
penslar. Sprutmålning kan tyvärr inte
rekommenderas emedan den kan orsaka
obehag för personalen. Reduxpulvret, som
förvaras i låga plåtlådor, är mycket lätt
att anbringa.
Fig. 3. Limhärdningsverktyg för
korrugerat tankstöd. Observera gummilisterna
för tryckutjämning över limfogarna.
Limhärdning
Vår utrustning för själva
limhärdningen består huvudsakligen av ett antal
större och mindre ånguppvärmda stålplattor,
som anordnats på olika sätt för att ge det
föreskrivna limningstrycket på fogytorna.
I en större hydraulisk press kan ett
presstryck om 198 ton erhållas mellan dubbla
värmeplattor (1,2 x 2,2 m).En äldre
handmanövrerad skruvpress med enkel
värmeplatta med samma dimensioner kan
ge cirka 40 tons presskraft. Den förut
omnämnda försökspressen är fortfarande
i bruk och vidare finnes ett s. k.
vacuum-bord. Detta består helt enkelt av en
ång-uppvärmd stålplatta (0,9 x 1,2 m)
upplagd i bordshöjd, över vilken man
spänner en värmebeständig gummiduk, som
tätar mot plattans kanter och anslutes
till en liten vacuumpump.
Limningstrycket åstadkommes med vacuum mellan
plattan och gummiduken, där detaljerna
läggs in. (Se bild). Vid limning av plana
plåtar mot varandra blir limtrycket då
bara 0,9 kp/cm2 utan extra anordningar,
men det går i många fall bra att anordna
enkla öververktyg mellan detaljen och
gummiduken, som ger tillräckligt tryck
(4—7 kp/cm2) på själva limfogarna då
deras sammanlagda yta är flera gånger
mindre än bordytan.
För ånggenerering till värmeplattorna
har vi, som ovan nämnts, en 70 kW
elektrisk ångpanna, som dock snart kommer
att kompletteras med en större för att
möjliggöra snabbare produktion.
Värmeplattornas effektbehov blir nämligen inte
så obetydligt på grund av att man efter
varje limhärdning (20 min. vid 145 a
i50°C) måste kyla ned detaljerna till
9O°C före tryckavlastning och uttagning,
(d v s. plattan till kanske 700 eller lägre).
En stor fördel med ånga som
värmemedium är att temperaturkontrollen blir
enkel och att all risk för överhettning av
limfogarna är eliminerad. (I motsats till
elektrisk uppvärmning).
Emellertid har vi även ett par
regler-transformatorer om vardera 6 kVA för
limhärdning med lågspänd elström, som
är fördelaktig i vissa fall, exempelvis vid
stora serier av små detaljer, där snabb
uppvärmning är av stor betydelse.
Detaljernas temperatur kontrolleras
under limhärdningen med hjälp av
termoelement, som ansluts på limfogens
kallaste sida.
Fig. 6. Provning av ett fläkprov i Saabs
fläkprovapparat.
Fig. 4. (nedan) Saabs vacuumbord.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Nov 4 18:54:40 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/vips/1953-1/0021.html


{kind=link}