
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 FEBR. 1932
genomgången av skivan.
H. C. Jenisson har skrivit
en avhandling i detta
ämne: "Certain Types of
Defects in Copper Wire
Caused by Improper Dies
and Drawing Practice",
varur fig. 5 har hämtats.1
Den mängd tråd, som man
kan draga igenom en
hårdmetallskiva utan
om-slipning av densamma,
varierar naturligtvis efter
arbetsförhållandena. I en
skiva på 1,63 mm bör
exempelvis under normala
betingelser 20-30 ton koppartråd kunna dragas. Mr
en skiva gått upp i dimension, slipas den upp till
nästa använda storlek. Man får nog säga, att
erfarenheten hittills visat, att de sintrade skivorna äro
bättre än de smälta. Man kan i enstaka smälta
skivor nå betydligt bättre resultat än i de sintrade,
men de senare äro jämnare i kvaliteten. Det är
lättare att kunna behärska alla faktorer, som inverka
på hållfastheten vid en sintringsprocess än vid en
smältningsprocess. I Tyskland torde det för
närvarande vara högst få tråddragerier, som arbeta med
andra dragskivor än dylika av huvudsakligen
vol-framkarbid, och även i Sverige äro de allmänt
använda.
Borrkronor.
Som borrspetsar till bergborrkronor har den smälta
hårdmetallen fått stor användning.
Diamantborrkronorna draga ju kolossala anskaffningskostnader.
Dessutom äro driftskostnaderna understundom höga,
då diamanterna lätt brytas loss ur fattningen. Då
man därför fick en metall, som hade nästan samma
hårdhet som diamanten, och som kunde framställas
till rimligt pris, låg det nära till hands att pröva ut
den i borrkronor. Till en början misslyckades man,
emedan tekniken vid diamantkronorna helt följdes.
Så småningom utbildades emellertid en helt ny
teknik för det nya materialet. Diamanterna ha ett
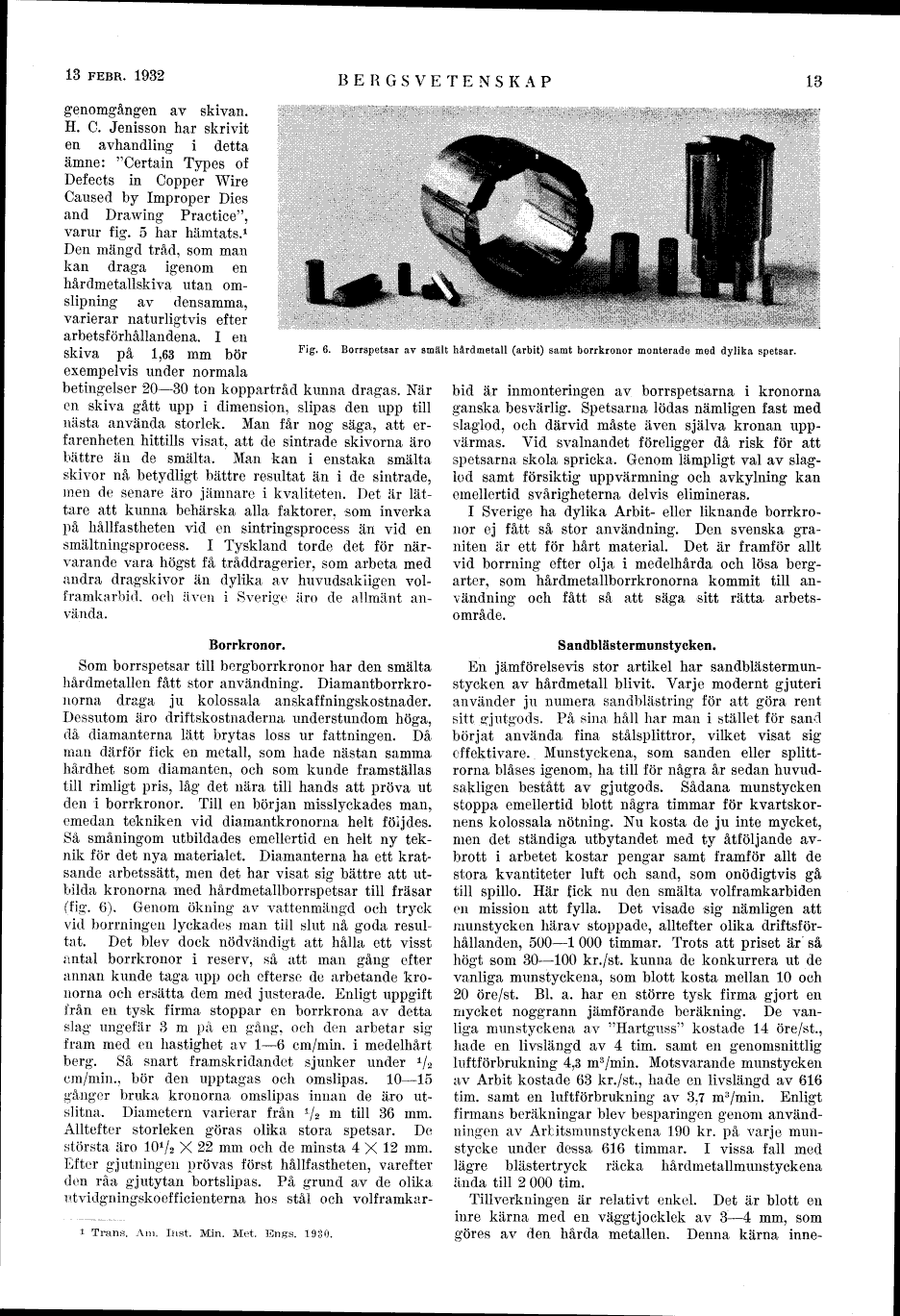
kratsande arbetssätt, men det har visat sig bättre att
utbilda kronorna med härdmetallborrspetsar till frasar
(fig. 6). Genom ökning av vattenmängd och tryck
vid borrningen lyckades man till slut nå goda
resultat. Det blev dock nödvändigt att hålla ett visst
antal borrkronor i reserv, så att man gång efter
annan kunde taga upp och efterse de arbetande
kronorna och ersätta dem med justerade. Enligt uppgift
från en tysk firma stoppar en borrkrona av detta
slag ungefär 3 m på en gång, och den arbetar sig
fram med en hastighet av 1-6 cm/min, i medelbart
berg. Så snart framskridandet sjunker under ±/2
cm/min., bör den upptagas och omslipas. 10-15
gånger bruka kronorna omslipas innan de äro
utslitna. Diametern varierar från 1/2 m till 36 mm.
Alltefter storleken göras olika stora spetsar. De
största äro 10A/2 X 22 mm och de minsta 4 X 12 mm.
Efter gjutningen prövas först hållfastheten, varefter
den råa gjutytan bortslipas. På grund av de olika
ittvidgningskoefficienterna hos stål och volframkar-
i Träns. Am. lust. Min. Met. Engs. 1930.
BERGSVETENSKAP
13
Fig. 6. Borrspetsar av smält hårdtnetall (arbit) samt borrkronor monterade med dylika spetsar.
bid är inmonteringen av borrspetsarna i kronorna
ganska besvärlig. Spetsarna lödas nämligen fast med
slaglod, och därvid måste även själva kronan
uppvärmas. Vid svalnandet föreligger då risk för att
spetsarna skola spricka. Genom lämpligt val av
slaglod samt försiktig uppvärmning och avkylning kan
emellertid svårigheterna delvis elimineras.
I Sverige ha dylika Arbit- eller liknande
borrkronor ej fått så stor användning. Den svenska
graniten är ett för hårt material. Det är framför allt
vid borrning efter olja i medelhårda och lösa
bergarter, som hårdrnetallborrkronorna kommit till
användning och fått så att säga sitt rätta
arbetsområde.
Sandblästermunstycken.
En jämförelsevis stor artikel har
sandblästermun-stycken av hårdmetall blivit. Varje modernt gjuteri
använder ju numera sandblästring för att göra rent
sitt gjutgods. På sina håll har man i stället för sand
börjat använda fina stålsplittror, vilket visat sig
effektivare. Munstyckena, som sanden eller
splitt-rorna blåses igenom, ha till för några år sedan
huvudsakligen bestått av gjutgods. Sådana munstycken
stoppa emellertid blott några timmar för
kvartskornens kolossala nötning. Nu kosta de ju inte mycket,
men det ständiga utbytandet med ty åtföljande
avbrott i arbetet kostar pengar samt framför allt de
stora kvantiteter luft och sand, som onödigtvis gå
till spillo. Här fick nu den smälta volframkarbiden
en mission att fylla. Det visade sig nämligen att
munstycken härav stoppade, alltefter olika
driftsförhållanden, 500-1 000 timmar. Trots att priset är så
högt som 30–100 kr./st. kunna de konkurrera ut de
vanliga munstyckena, som blott kosta mellan 10 och
20 öre/st. Bl. a. har en större tysk firma gjort en
mycket noggrann jämförande beräkning. De
vanliga mimstyckena av "Hartguss" kostade 14 öre/st.,
hade en livslängd av 4 tim. samt en genomsnittlig
luftförbrukning 4,3 m3/min. Motsvarande munstycken
av Arbit kostade 63 kr./st., hade en livslängd av 616
tim. samt en luftförbrukning av 3.7 m3/min. Enligt
firmans beräkningar blev besparingen genom
användningen av Artitsmunstyckena 190 kr. på varje
munstycke under dessa 616 timmar. I vissa fall med
lägre blästertryck räcka hårdmetallmunstyckena
ända till 2 000 tim.
Tillverkningen är relativt enkel. Det är blott en
inre kärna med en väggtjocklek av 3-4 mm, som
göres av den hårda metallen. Denna kärna inne-
<< prev. page << föreg. sida << >> nästa sida >> next page >>