
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 7. Juli 1933
- Einar Kullberg: Slipskivor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
mellan de övriga talen, beroende på att några
jämförbara material mellan 9 och 10 ej funnos då
tabellen uppgjordes. Numera finnas vissa andra
jämförelsepunkter. Så ha t. e. de så kallade
hårdmetallerna av Widia-typ, dvs. volframkarbid – WC – en
hårdhet, som i tabellen skulle motsvara 9,5 à 9,8.
Aluminiumoxiden framställes i flera olika kvaliteter,
vilka skilja sig från varandra genom olika
renhetsgrad, med åtföljande olika seghetsgrad sålunda att
den kvalitet, som innehåller största mängden
 |
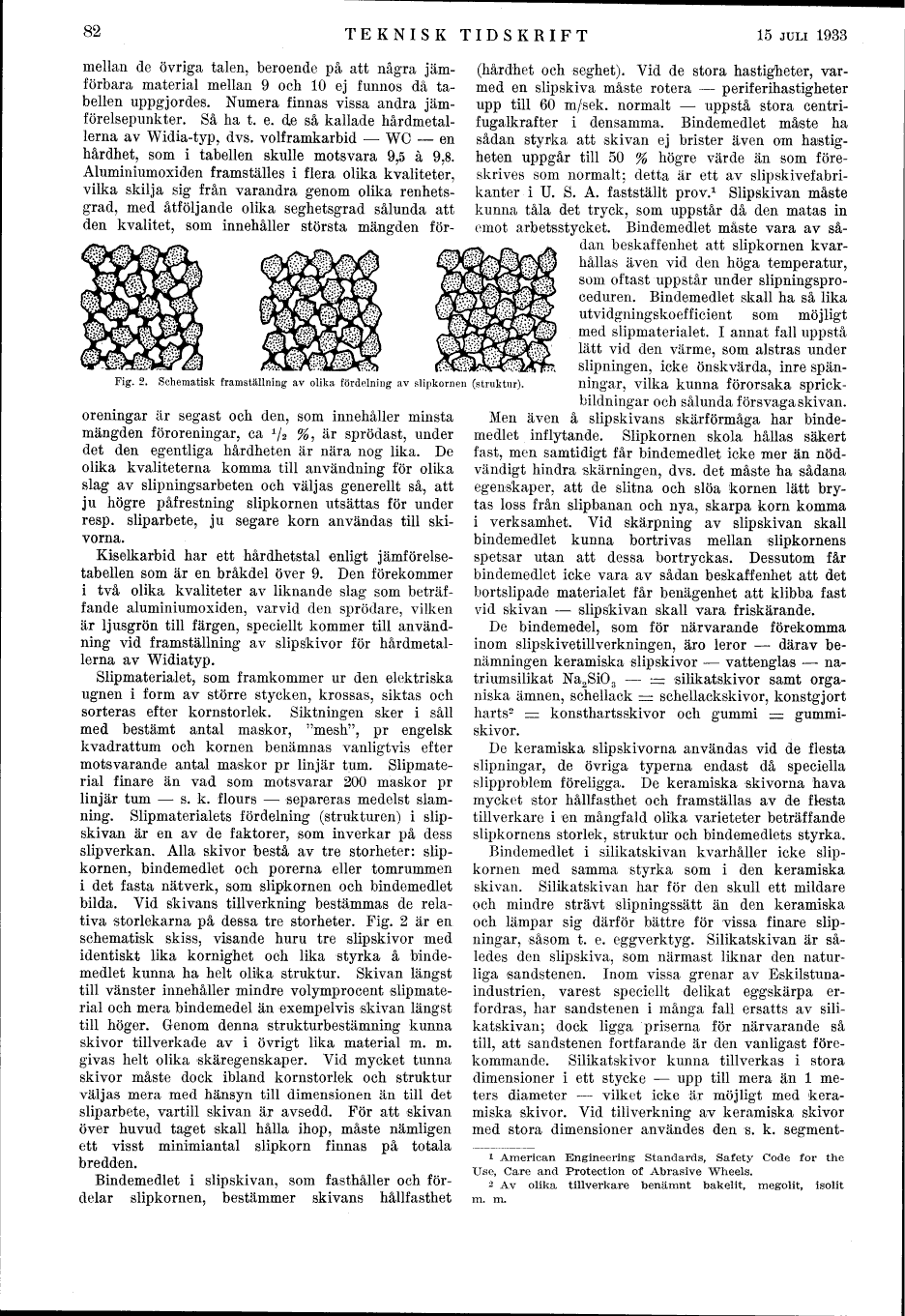
Fig. 2. Schematisk framställning av olika fördelning av slipkornen (struktur).
|
föroreningar är segast och den, som innehåller minsta
mängden föroreningar, ca 1/2 %, är sprödast, under
det den egentliga hårdheten är nära nog lika. De
olika kvaliteterna komma till användning för olika
slag av slipningsarbeten och väljas generellt så, att
ju högre påfrestning slipkornen utsättas för under
resp. slip arbete, ju segare korn användas till skivorna.
Kiselkarbid har ett hårdhetstal »enligt jämförelsetabellen
som är en bråkdel över 9. Den förekommer
i två olika kvaliteter av liknande slag som
beträffande aluminiumoxiden, varvid den sprödare, vilken
är ljusgrön till färgen, speciellt kommer till
användning vid framställning av slipskivor för
hårdmetallerna av Widiatyp.
Slipmaterialet, som framkommer ur den elektriska
ugnen i form av större stycken, krossas, siktas och
sorteras efter kornstorlek. Siktningen sker i såll
med bestämt antal maskor, "mesh", pr engelsk
kvadrattum och kornen benämnas vanligtvis efter
motsvarande antal maskor pr linjär tum.
Slipmaterial finare än vad som motsvarar 200 maskor pr
linjär tum – s. k. flours – separeras medelst
slamning. Slipmaterialets fördelning (strukturen) i
slipskivan är en av de faktorer, som inverkar på dess
slipverkan. Alla skivor bestå av tre storheter:
slipkornen, bindemedlet och porerna eller tomrummen
i det fasta nätverk, som slipkornen och bindemedlet
bilda. Vid skivans tillverkning bestämmas de
relativa storlekarna på dessa tre storheter. Fig. 2 är en
schematisk skiss, visande huru tre slipskivor med
identiskt lika kornighet och lika styrka å
bindemedlet kunna ha helt olika struktur. Skivan längst
till vänster innehåller mindre volymprocent
slipmaterial och mera bindemedel än exempelvis skivan längst
till höger. Genom denna strukturbestämning kunna
skivor tillverkade av i övrigt lika material m. m.
givas helt olika skär egenskap er. Vid mycket tunna
skivor måste dock ibland kornstorlek och struktur
väljas mera med hänsyn till dimensionen än till det
sliparbete, vartill skivan är avsedd. För att skivan
över huvud taget skall hålla ihop, måste nämligen
ett visst minimiantal slipkorn finnas på totala bredden.
Bindemedlet i slipskivan, som fasthåller och
fördelar slipkornen, bestämmer skivans hållfasthet
(hårdhet och seghet). Vid de stora hastigheter,
varmed en slipskiva måste rotera – periferihastigheter
upp till 60 m/sek, normalt – uppstå stora
centrifugalkrafter i densamma. Bindemedlet måste ha
sådan styrka att skivan ej brister även om
hastigheten uppgår till 50 % högre värde än som
föreskrives som normalt; detta är ett av
slipskivefabrikanter i U. S. A. fastställt prov.[1] Slipskivan måste
kunna tåla det tryck, som uppstår då den matas in
emot arbetsstycket. Bindemedlet måste vara av
sådan beskaffenhet att slipkornen kvarhållas även vid den höga temperatur,
som oftast uppstår under slipningsproceduren. Bindemedlet skall ha så lika
utvidgningskoefficient som möjligt med slipmaterialet. I annat fall uppstå
lätt vid den värme, som alstras under slipningen, icke önskvärda, inre
spänningar, vilka kunna förorsaka sprickbildningar och sålunda försvaga skivan.
Men även å slipskivans skärförmåga har
bindemedlet inflytande. Slipkornen skola hållas säkert
fast, men samtidigt får bindemedlet icke mer än
nödvändigt hindra skärningen, dvs. det måste ha sådana
egenskaper, att de slitna och slöa kornen lätt
brytas loss från slipbanan och nya, skarpa korn komma
i verksamhet. Vid skärpning av slipskivan skall
bindemedlet kunna bortrivas mellan slipkornens
spetsar utan att dessa bortryckas. Dessutom får
bindemedlet icke vara av sådan beskaffenhet att det
bortslipade materialet får benägenhet att klibba fast
vid skivan – slipskivan skall vara friskärande.
De bindemedel, som för närvarande förekomma
inom slipskivetillverkningen, äro leror – därav
benämningen keramiska slipskivor – vattenglas –
na-triumsilikat Na2SiO3 – = silikatskivor samt
organiska ämnen, schellack = schellackskivor, konstgjort
harts[2] = konsthartsskivor och gummi =
gummiskivor.
De keramiska slipskivorna användas vid de flesta
slipningar, de övriga typerna endast då speciella
slipproblem föreligga. De keramiska skivorna hava
mycket stor hållfasthet och framställas av de flesta
tillverkare i en mångfald olika varieteter beträffande
slipkornens storlek, struktur och bindemedlets styrka.
Bindemedlet i silikatskivan kvarhåller icke
slipkornen med samma styrka som i den keramiska
skivan. Silikatskivan har för den skull ett mildare
och mindre strävt slipningssätt än den keramiska
och lämpar sig därför bättre för vissa finare
slipningar, såsom t. e. eggverktyg. Silikatskivan är
således den slipskiva, som närmast liknar den
naturliga sandstenen. Inom vissa grenar av
Eskilstunaindustrien, varest speciellt delikat eggskärpa
erfordras, har sandstenen i många fall ersatts av
silikatskivan; dock ligga priserna för närvarande så
till, att sandstenen fortfarande är den vanligast
förekommande. Silikatskivor kunna tillverkas i stora
dimensioner i ett stycke – upp till mera än 1
meters diameter – vilket icke är möjligt med
keramiska skivor. Vid tillverkning av keramiska skivor
med stora dimensioner användes den s. k.
[1] American Engineering Standards, Safety Gode for the
Use, Care and Protection of Abrasive Wheels.
[2] Av olika tillverkare benämnt bakelit, megolit, isolit m. m.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:15:18 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1933m/0084.html

