
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 9. Sept. 1934
- Hjalmar Dahl: Några moderna pressverktyg för massfabrikation
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
Fig. 6.
|
|
Fig. 7.
|
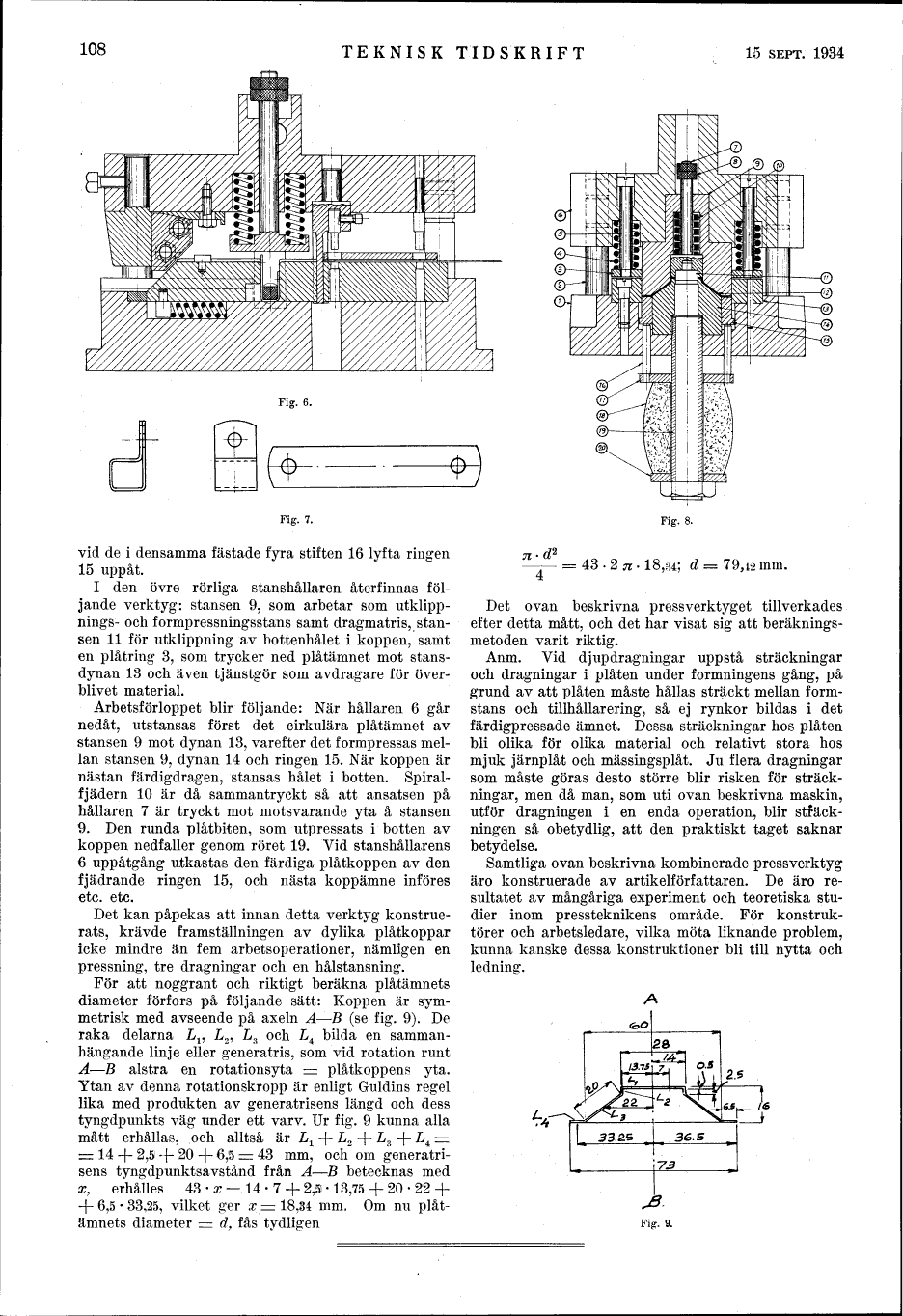
varvid de i densamma fästade fyra stiften 16 lyfta ringen
15 uppåt.
I den övre rörliga stanshållaren återfinnas
följande verktyg: stansen 9, som arbetar som
utklippnings- och formpressningsstans samt dragmatris,
stansen 11 för utklippning av bottenhålet i koppen, samt
en plåtring 3, som trycker ned plåtämnet mot
stansdynan 13 och även tjänstgör som avdragare för
överblivet material.
Arbetsförloppet blir följande: När hållaren 6 går
nedåt, utstansas först det cirkulära plåtämnet av
stansen 9 mot dynan 13, varefter det formpressas
mellan stansen 9, dynan 14 och ringen 15. När koppen är
nästan färdigdragen, stansas hålet i botten.
Spiralfjädern 10 är då sammantryckt så att ansatsen på
hållaren 7 är tryckt mot motsvarande yta å stansen
9. Den runda plåtbiten, som utpressats i botten av
koppen nedfaller genom röret 19. Vid stanshållarens
6 uppåtgång utkastas den färdiga plåtkoppen av den
fjädrande ringen 15, och nästa koppämne införes
etc. etc.
Det kan påpekas att innan detta verktyg
konstruerats, krävde framställningen av dylika plåtkoppar
icke mindre än fem arbetsoperationer, nämligen en
pressning, tre dragningar och en hålstansning.
För att noggrant och riktigt beräkna plåtämnets
diameter förfors på följande sätt: Koppen är
symmetrisk med avseende på axeln A–B (se fig. 9). De
raka delarna L1, L2, L3 och L4 bilda en
sammanhängande linje eller generatris, som vid rotation runt
A–B alstra en rotationsyta = plåtkoppens yta.
Ytan av denna rotationskropp är enligt Guldins regel
lika med produkten av generatrisens längd och dess
tyngdpunkts väg under ett varv. Ur fig. 9 kunna alla
mått erhållas, och alltså är L1, + L2 + L3 + L4 = 14 + 2,5 + 20 + 6,5 = 43 mm, och om
generatrisens tyngdpunktsavstånd från A–B betecknas med
x, erhålles 43 · x = 14 · 7 + 2,5 · 13,75 + 20 · 22 + 6,5 · 33,25,
vilket ger x = 18,34 mm. Om nu
plåtämnets diameter = d, fås tydligen
| [pi] · d2 | = 43 · 2[pi] · 18,34; d = 79,42 mm. |
| ————————— |
| 4 | |
Det ovan beskrivna pressverktyget tillverkades
efter detta mått, och det har visat sig att
beräkningsmetoden varit riktig.
Anm. Vid djupdragningar uppstå sträckningar
och dragningar i plåten under formningens gång, på
grund av att plåten måste hållas sträckt mellan
formstans och tillhållarering, så ej rynkor bildas i det
färdigpressade ämnet. Dessa sträckningar hos plåten
bli olika för olika material och relativt stora hos
mjuk järnplåt och mässingsplåt. Ju flera dragningar
som måste göras desto större blir risken för
sträckningar, men då man, som uti ovan beskrivna maskin,
utför dragningen i en enda operation, blir
sträckningen så obetydlig, att den praktiskt taget saknar
betydelse.
Samtliga ovan beskrivna kombinerade pressverktyg
äro konstruerade av artikelförfattaren. De äro
resultatet av mångåriga experiment och teoretiska
studier inom pressteknikens område. För
konstruktörer och arbetsledare, vilka möta liknande problem,
kunna kanske dessa konstruktioner bli till nytta och ledning.
|
Fig. 9.
|
*
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:16:40 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934m/0110.html

