
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 23 mars 1935 - Notiser - Väg- och vattenbyggnadskåren - Åter ett lättviktståg - En enastående glasgjutning - Syrgashyvling, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
NOTISER
Väg- och vattenbyggnadskåren. Till överste i väg- och
byggnadskåren har utnämnts och förordnats
överstelöjtnanten Ingemar Petersson, vilken samtidigt beviljats
avsked från sin anställning i kåren från och med den 13
mars.
Åter ett lättviktståg. För Boston & Maine och Maine
Central Railroads har nyligen ett dieselmotordrivet
lättviktståg, kallat "Flying Yankee", färdigbyggts. Ur en
beskrivning i Iron Age (14 februari 1935) hämtas
följande uppgifter därom. Tåget består av tre vagnar,
vilka äro ledade med en boggi under varje led;
dessutom finnes längst fram en drivboggi och längst bak
en ändboggi, sålunda tillsammans 4 boggier, liksom
fallet varit vid tidigare amerikanska lättviktståg.
Längden är ca 61 m och vikten ca 96 ton, varav
maskineriet utgör ungefär hälften. Tåget har 144 sittplatser.
Vikten pr plats är alltså ca 670 kg. Den främsta
sektionen innehåller maskinrum, bagagerum, buffet och
plats för 28 passagerare, mellansektionen har två
avdelningar med resp. 24 och 36 platser, och den bakre
sektionen en avdelning med 36 platser och en
utsiktssalong med 20 fåtöljer.
Tåget är utvändigt klätt med rostbeständig, veckad
stålplåt. Fönsterrutorna ligga i plan med
plåtbeklädnaden, och fotstegen fällas upp, då tåget är i gång.
Genom rikligt bruk av gummimellanlägg i boggierna har
vagnskorgen isolerats mot buller och vibrationer. Tåget
har liksom sina föregångare en särskild
luftkonditioneringsanläggning. Belysningen är i allmänhet indirekt.
Sätena äro gjorda av aluminiumrör.
Tåget framdrives av en 600 hkr tvåtakts dieselmotor,
vars vikt kunnat reduceras till 10 kg pr hkr genom att
materialet i stor utsträckning svetsats. Tåget har vid
provkörning kommit upp i hastigheter av ca 160 km/tim,
men genomsnittshastigheten i trafik torde bliva omkr.
110 km/tim liksom vid andra linjer, där även denna
hastighet kunnat nås först efter betydande förbättringar
av linjerna i såväl plan som profil.
En enastående glasgjutning. Engineering (8 mars)
lämnar en intressant redogörelse för gjutningen av den
stora spegeln till den 5 080 mm reflektor som skall
byggas för observatoriet å Mount Palomar i södra
Kalifornien. Förberedelserna för gjutningen togo nära tre
år i anspråk, och därunder gjötos successivt glasskivor
med 762, 1 524 och 3 048 mm diameter. En misslyckad
gjutning av en 5 080 mm skiva gjordes i mars 1934, och
den lyckade gjutningen ägde rum i december samma år.
Skivans tjocklek måste vara 1/6 av diametern, och en
solid pjäs med dessa dimensioner skulle få en vikt av
mer än 40 ton. För att minska vikten försåg man
skivans baksida med cirkulära och raka åsar, vilka gåvo
nödvändig styvhet åt skivan, även då dennas tjocklek
minskades från 838 till 636 mm. Den härigenom
erhållna viktbesparingen utgjorde 50 %, eller 20 ton.
Materialet i spegeln utgöres av ett borosilikatglas,
vars värmeutvidgningskoefficient är ungefär 1/4 av den
för vanligt fönsterglas gällande. Råmaterialen smältes
i en gaseldad ugn, som beskickades med ca 90 kg i
halvtimmen under 15 dygn, så att hela chargen utgjorde ca
40 ton. Efter chargeringen lämnades glasmassan i fred
under 4 dagar, så att gasblåsorna skulle hinna avgå.
När glaset var klart för gjutning, var ugnens
temperatur 860 °C.
Gjutformen byggdes av värmeisolerande tegel, som
kunde bearbetas med skärande verktyg. Formen
murades upp på en plattform, som kunde höjas och sänkas
med fyra skruvar och som monterades på en tralla.
Gjutkärnorna gjordes av hopcementerade isoleringstegel
och förankrades noga. Under gjutningen omgavs formen
av en kåpa av eldfast sten, försedd med gaseldning, så
att temperaturen under gjutningen kunde hållas över
glasets smältpunkt. I kåpans väggar funnos tre
öppningar, genom vilka gjutskoporna kunde stickas in.
Varje skopa rymde 340 kg glasmassa, men under
gjutningen bildades för varje gång en ca 135 kg tung skålla
i skopan, så att 104 skopor behövdes för att fylla
formen. När gjutningen var fullbordad, släcktes
gasbrännarna, och plattformen sänktes, varefter trallan
sköts åt sidan och in under valvet till en
avsvalningsugn, försedd med elektrisk uppvärmning. Hela denna
procedur tog ca 1 timme. Temperaturen i
avsvalningsugnen hålles konstant under de första två eller tre
månaderna och sänkes sedan med ca 1°C om dygnet,
tills rumstemperaturen nåtts, vilket beräknas komma
att ske på hösten innevarande år. Spegelns slipning och
polering skall äga rum i en för ändamålet upprättad
anläggning i Kalifornien.
Syrgashyvling. Med detta ord betecknas en helt ny
metod, som under senare tid börjat tillämpas och vilken
avser att med tillhjälp av speciellt konstruerade
skärbrännare s. a. s. hyvla bort järn. I U. S. A. betecknas
metoden "deseaming" och i Tyskland såsom
"Sauerstoffhobeln".
I motsats till den vanliga syrgasbrännaren, som
arbetar i vertikal led, arbetar den speciellt byggda s. k.
hyvlingsbrännaren i horisontal riktning. Dess stora
avverkningsförmåga gör brännaren särskilt lämpad för
avlägsnande av stora ytfel, sprickor, inneslutningar,
övervalsningar osv. på stålgöt, stålämnen och smiden,
där hittills verkställd mejsling ställer sig väl kostsam.
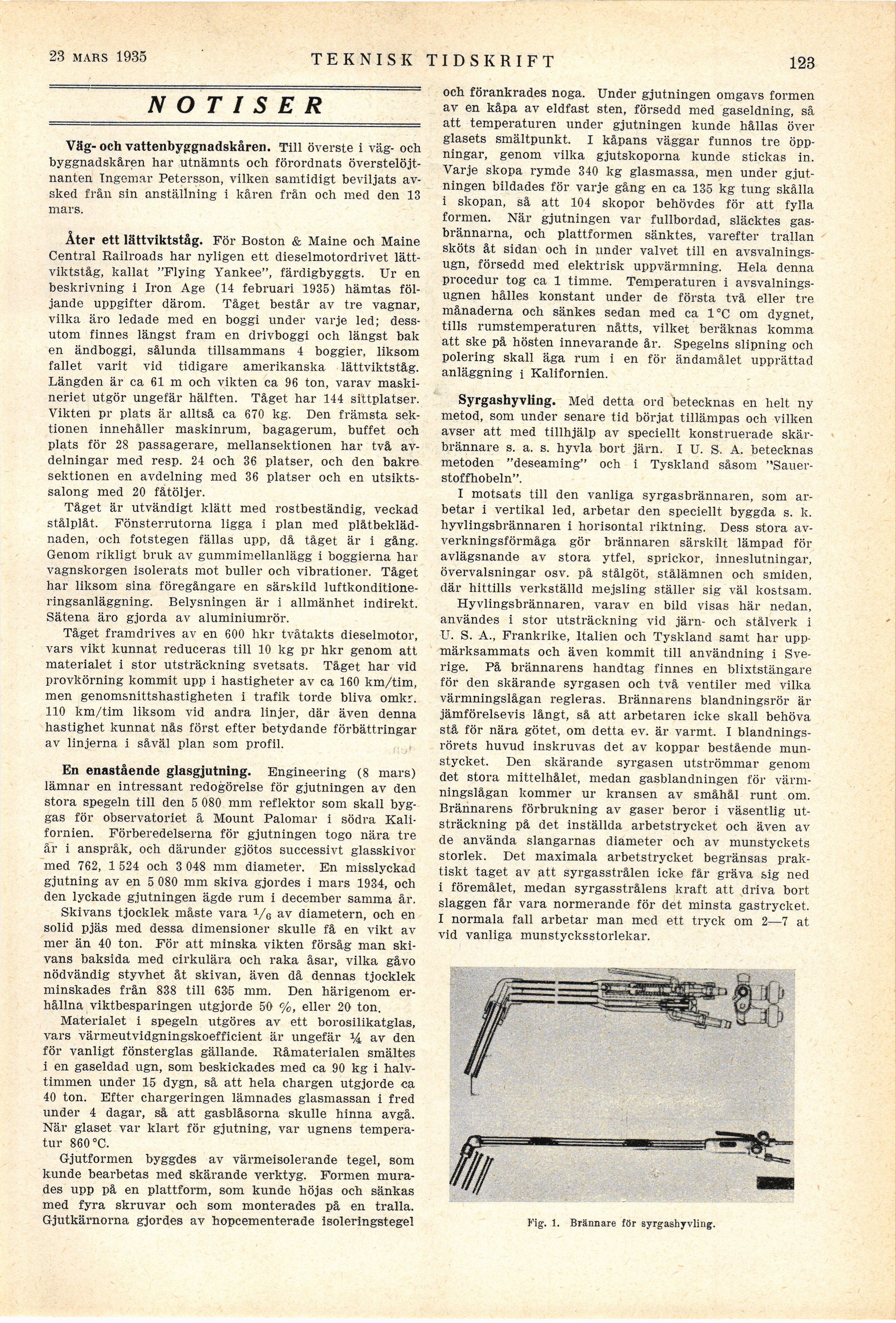
Hyvlingsbrännaren, varav en bild visas här nedan,
användes i stor utsträckning vid järn- och stålverk i
U. S. A., Frankrike, Italien och Tyskland samt har
uppmärksammats och även kommit till användning i
Sverige. På brännarens handtag finnes en blixtstängare
för den skärande syrgasen och två ventiler med vilka
värmningslågan regleras. Brännarens blandningsrör är
jämförelsevis långt, så att arbetaren icke skall behöva
stå för nära götet, om detta ev. är varmt. I
blandningsrörets huvud inskruvas det av koppar bestående
munstycket. Den skärande syrgasen utströmmar genom
det stora mittelhålet, medan gasblandningen för
värmningslågan kommer ur kransen av småhål runt om.
Brännarens förbrukning av gaser beror i väsentlig
utsträckning på det inställda arbetstrycket och även av
de använda slangarnas diameter och av munstyckets
storlek. Det maximala arbetstrycket begränsas
praktiskt taget av att syrgasstrålen icke får gräva sig ned
i föremålet, medan syrgasstrålens kraft att driva bort
slaggen får vara normerande för det minsta gastrycket.
I normala fall arbetar man med ett tryck om 2—7 at
vid vanliga munstycksstorlekar.
 |
| Fig. 1. Brännare tör syrgashyvling. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}