
Full resolution (JPEG) - On this page / på denna sida - Häfte 48. 30 nov. 1935 - Den mänskliga faktorn i industrien, av A. Stephenson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 sept. 1935
TEKNISK TIDSKRIFT
479
Härvid erhölls sålunda ånyo full överensstämmelse
för gruppen "utmärkt", dessutom full
överensstämmelse för gruppen "mycket bra", 55 %
överensstämmelse för gruppen "tämligen god" samt
godkännande av en av de 4, som arbetsledningen ansett
sakna lämplighet.
Genom att kombinera resultaten av de skriftliga
testerna och minnesproven erhölls nedanstående
resultat:
Grupp: "utmärkt" "mycket god" "tämligen god" "dålig"
Godkända ....... 5 3 7 0
Underkända ..... 0 1 4 4
Summa 5 4 11 4
Slutresultatet blev sålunda att institutets tester
godkände samtliga som "utmärkta" betecknade,
75 % av de såsom "mycket goda" betecknade, 64 %
av de som "tämligen goda" betecknade, och att
samtliga "dåliga" förkastades, vilket torde få betecknas
som ett synnerligen gott bevis för testernas verkliga
användbarhet.
Det är emellertid nödvändigt att minnas, att dylika
prov aldrig äro tillräckliga att basera en anställning
på. Härtill kräves även ett personligt samtal med
anställningschefen eller någon annan, som är
tillräckligt stor kännare av de fysiska och psykiska
krav, som arbetet kommer att ställa på sin utövare.
För att yttermera vinna säkerhet vid dylika prov
böra de försökas på en grupp nybörjare, som
samtidigt och likartat med en kontrollgrupp, vilken
senare utvalts på gängse sätt. övervakas och
kontrolleras tills större säkerhet vunnits i provens värde.
Valet av lämpliga arbetare är emellertid begränsat
till ett utforskande av vederbörandes förutsättningar
för arbetet ifråga och skulle därför med
nödvändighet alltid följas av en systematisk träning av de på
detta sätt utvalda. Alltför ofta får nybörjaren nöja
sig med att tjänstgöra som springpojke eller
hantlangare och får försöka att lära yrket genom att kika
över eller under armbågen på någon äldre arbetare.
En kortare prövotid är förvisso nyttig för att
vederbörande skall komma till rätta på arbetsplatsen,
men det förutsättes nog alltför ofta att nybörjaren
av sig själv skall inhämta lärdom genom att "titta
på och göra efter". Detta kan verkligen komma att
ske om nybörjaren är både en god iakttagare och
imitatör och under förutsättning att hans förebild är
en skicklig arbetare. Hur många
kombinationsmöjligheter som inrymmas i ett sådant schema är emellertid
onödigt att ingå på. Man tänke sig blott en lärling
med t. e. dålig observationsförmåga men god
efter-härmningsförmåga, som söker lära sig yrket genom
att iakttaga en skicklig arbetare, etc., etc.
I skarp kontrast till den omsorg som numera
nedlägges på att lära folk att bedriva sport av alla slag
på ett rätt sätt, står den brist på positiv träning som
förefinnes inom industrien. Intet under, att gamla
slentrianmetoder hålla sig kvar. Innan en
fullständig verkstudie genomförts, är det omöjligt att säga
huruvida ens den mest skicklige arbetare verkligen
utför sitt arbete utan att spilla onödiga krafter.
Det är av stor vikt att den som anförtros arbetet
att undervisa lärlingen också besitter de rätta
personliga egenskaperna. Mången är en så stor expert
och har blivit en sådan halvautomat, att han totalt
glömt de svårigheter som äro förenade med arbetet
ifråga, Det är långt ifrån alla som kunna analysera
sitt arbete på ett sådant sätt att de kunna göra det
förståeligt för den som skall lära sig detsamma.
Vid upplärandet av en grupp spinnare, som utvalts
av institutet, fingo dessa först öva sig på stillastående
separata spinnstolsdelar, som anbragts vid
arbets-salens väggar. Sedan eleverna lärt sig handgreppen,
övergick man till att lära sig hur avslitna garnändar
hopsättas, varvid mikrofotografier användes för att
visa nödvändigheten av ett rätt arbetssätt. Härefter
fick vederbörande börja att arbeta vid
långsamtgående spinnmaskiner, varvid varje elev till en
början endast fick sköta ett begränsat antal spindlar.
Resultatet av denna träning blev, att nybörjarna
efter tre månader voro kapabla att självständigt
upptaga en fullärd spinnares plikter. I detta speciella
distrikt hade alltid tidigare påståtts att det tog en
lärotid av fem år att bli en god spinnare och att
konsten "låg i blodet" i vissa familjer.
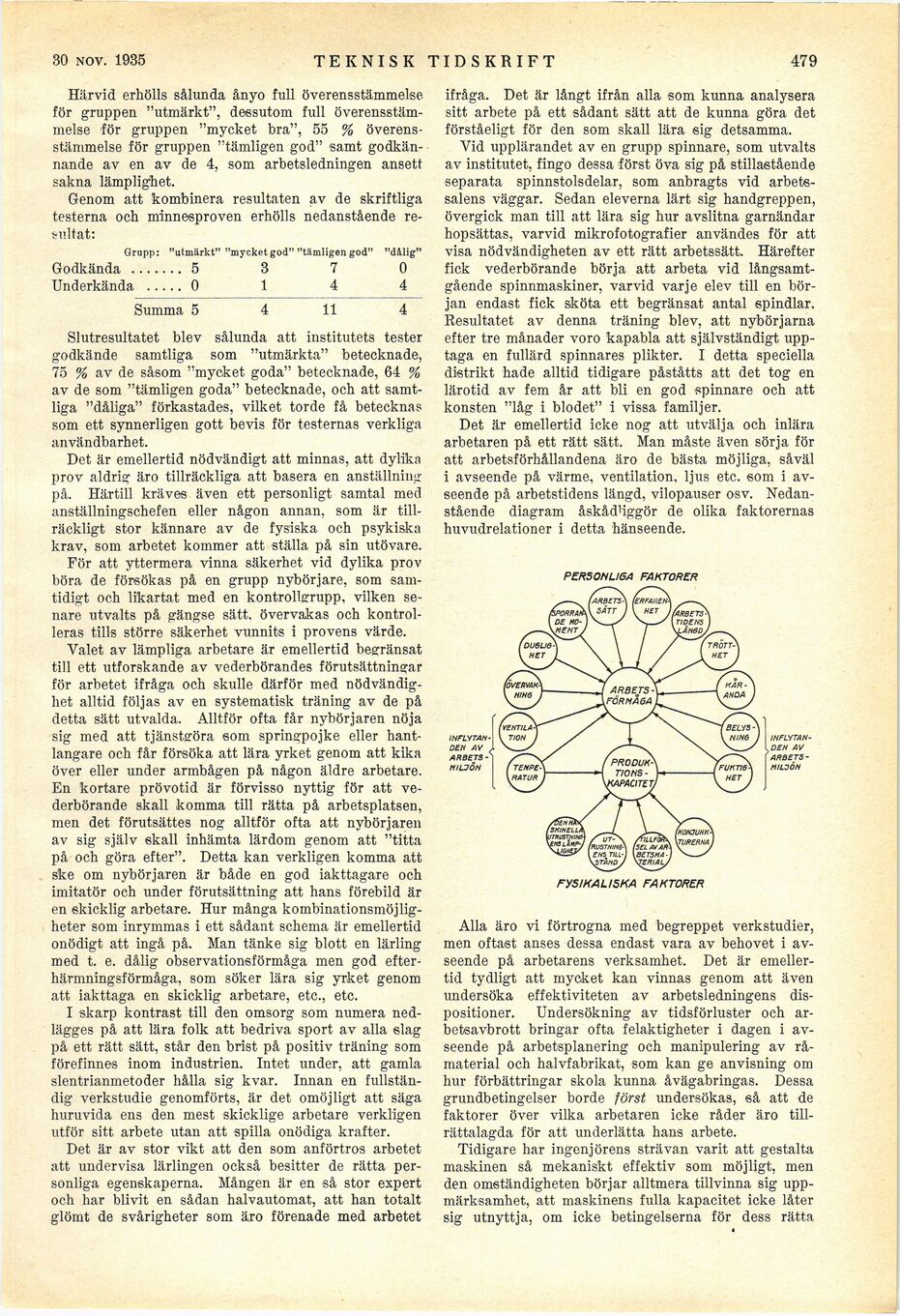
Det är emellertid icke nog att utvälja och inlära
arbetaren på ett rätt sätt. Man måste även sörja för
att arbetsförhållandena äro de bästa möjliga, såväl
i avseende på värme, ventilation, ljus etc. som i
avseende på arbetstidens längd, vilopauser osv.
Nedanstående diagram åskådliggör de olika faktorernas
huvudrelationer i detta hänseende.
PERSONLIGA FAKTORER
FYSIKALISKA FAKTORER
Alla äro vi förtrogna med begreppet verkstudier,
men oftast anses dessa endast vara av behovet i
avseende på arbetarens verksamhet. Det är
emellertid tydligt att mycket kan vinnas genom att även
undersöka effektiviteten av arbetsledningens
dispositioner. Undersökning av tidsförluster och
ar-betsavbrott bringar ofta felaktigheter i dagen i
avseende på arbetsplanering och manipulering av
råmaterial och halvfabrikat, som kan ge anvisning om
hur förbättringar skola kunna åvägabringas. Dessa
grundbetingelser borde först undersökas, så att de
faktorer över vilka arbetaren icke råder äro
tillrättalagda för att underlätta hans arbete.
Tidigare har ingenjörens strävan varit att gestalta
maskinen så mekaniskt effektiv som möjligt, men
den omständigheten börjar alltmera tillvinna sig
uppmärksamhet, att maskinens fulla kapacitet icke låter
sig utnyttja, om icke betingelserna för dess rätta
/erfarenj
\ HeT 1
Sporrm
de
ho–ment
(arbets
i tidens
\län6d,
[-du6u6-.-]
{+du6u6-
.+} H£T
[-trötthet-]
{+trött-
het+}
/övervak’
l hirs ,
kar
-anda
ARBETS-FÖRMÅGA
bed/s
. nin6
ventil
a-, tion ,
PRODUKT
[-TIONS-KAPACITET)
temperatur
fuktighet-]
{+TIONS-
KAPACITET)
tempe-
ratur
fuktig-
het+}
/ߣNMjt<
’SKINEILÅ
JTHU5TNIN6\
\£raLAMP-J
\VGHCy
\—,, (kokjunk-
\betsma-) v.–’
xter/al/
/ UT \
(rustning-
i ens
till-\5tån0j
inflätan-. den av [-arbets-miljon
inflytanden-]
{+arbets-
miljon
inflytan-
den+} av , [-arbetsmiljön-]
{+arbets-
miljön+}
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}