
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
•108
TEKNISK TIDSKRIFT
20 april 1935
a
fe
c
d
« 51.
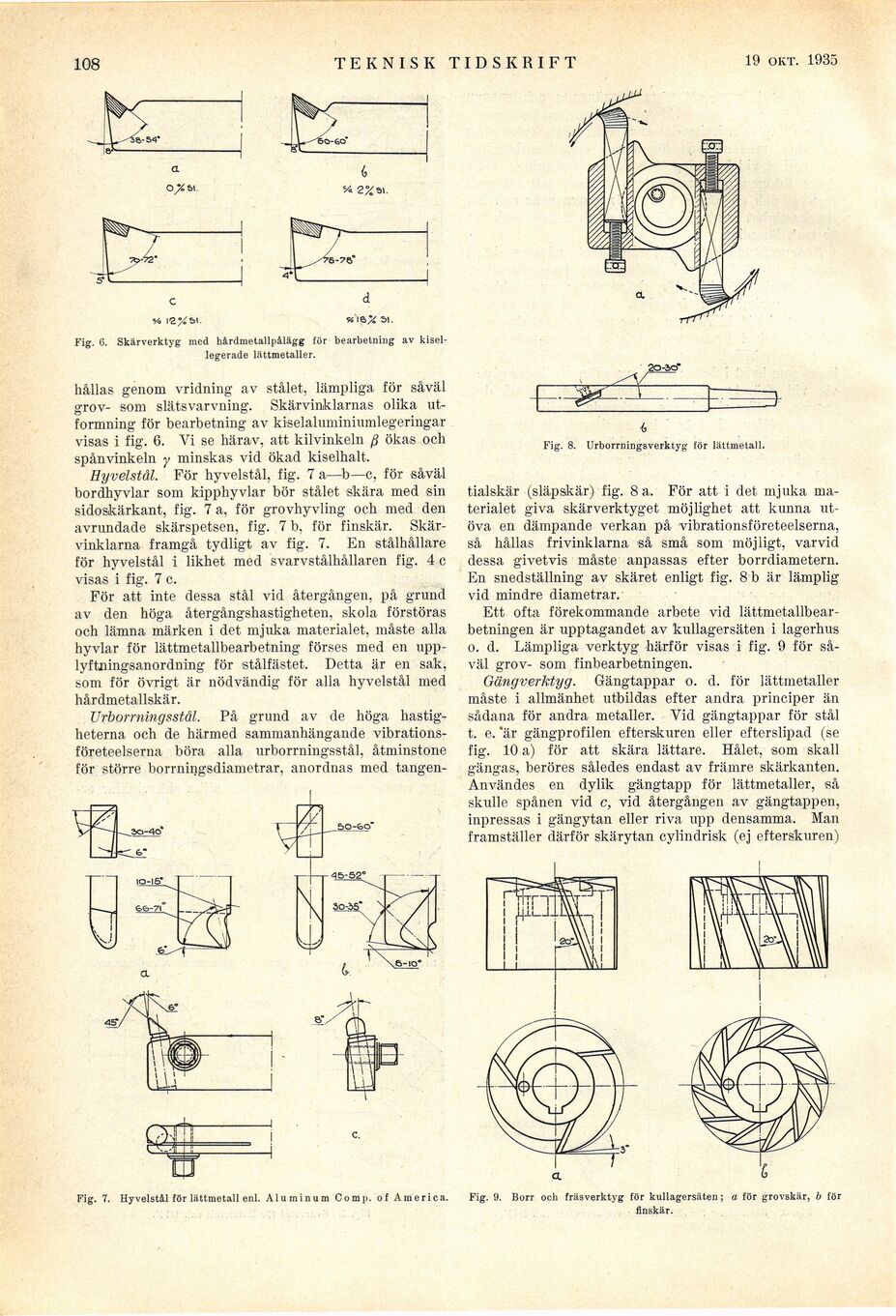
Fig. 6. Skärverktyg med hårdmetallpålägg för bearbetning av
kisellegerade lättmetaller.
hållas genom vridning av stålet, lämpliga för såväl
grov- som slätsvarvning. Skärvinklarnas olika
utformning för bearbetning av kiselaluminiumlegeringar
visas i fig. 6. Vi se härav, att kilvinkeln ß ökas och
spånvinkeln y minskas vid ökad kiselhalt.
Hyvelstål. För hyvelstål, fig. 7 a—b—c, för såväl
bordhyvlar som kipphyvlar bör stålet skära med sin
sidoskärkant, fig. 7 a, för grovhyvling och med den
avrundade skärspetsen, fig. 7 b, för finskär.
Skär-vinklarna framgå tydligt av fig. 7. En stålhållare
för hyvelstål i likhet med svarvstålhållaren fig. 4 c
visas i fig. 7 c.
För att inte dessa stål vid återgången, på grund
av den höga återgångshastigheten, skola förstöras
och lämna märken i det mjuka materialet, måste alla
hyvlar för lättmetallbearbetning förses med en
upp-lvftoingsanordning för stålfästet. Detta är en sak,
som för övrigt är nödvändig för alla hyvelstål med
hårdmetallskär.
Urborrningsstål. På grund av de höga
hastigheterna och de härmed sammanhängande
vibrations-företeelserna böra alla urborrningsstål, åtminstone
för större borrningsdiametrar, anordnas med tången-
fhr
2o-so’
Fig. 8. Urborrningsverktyg för lättmetall.
tialskär (släpskär) fig. 8 a. För att i det mjuka
materialet giva skärverktyget möjlighet att kunna
utöva en dämpande verkan på vibrationsföreteelserna,
så hållas fri vinklarna -så små som möjligt, varvid
dessa givetvis måste anpassas efter borrdiametern.
En snedställning av skäret enligt fig. 8 b är lämplig
vid mindre diametrar.
Ett ofta förekommande arbete vid
lättmetallbear-betningen är upptagandet av kullagersäten i lagerhus
o. d. Lämpliga verktyg härför visas i fig. 9 för
såväl grov- som finbearbetningen.
Gängverktyg. Gängtappar o. d. för lättmetaller
måste i allmänhet utbildas efter andra principer än
sådana för andra metaller. Vid gängtappar för stål
t. e.’är gängprofilen efterskuren eller efterslipad (se
fig. 10 a) för att skära lättare. Hålet, som skall
gängas, beröres således endast av främre skärkanten.
Användes en dylik gängtapp för lättmetaller, så
skulle spånen vid c, vid återgången av gängtappen,
inpressas i gängytan eller riva upp densamma. Man
framställer därför skärytan cylindrisk (ej efterskuren)
Fig. 7. Hyvelstål för lättmetall enl. Aluminum Comp. of America.
Fig. 9. Borr och fräsverktyg för kullagersäten; a för grovskär, b för
finskär.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}