
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 21 mars 1936 - Moderna gassvetsningsmetoder, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
tidigt liksom vid vanlig högersvetsning, om de för
denna angivna reglerna beträffande brännarehållning
följas.
3) Treplåtsvetsning.
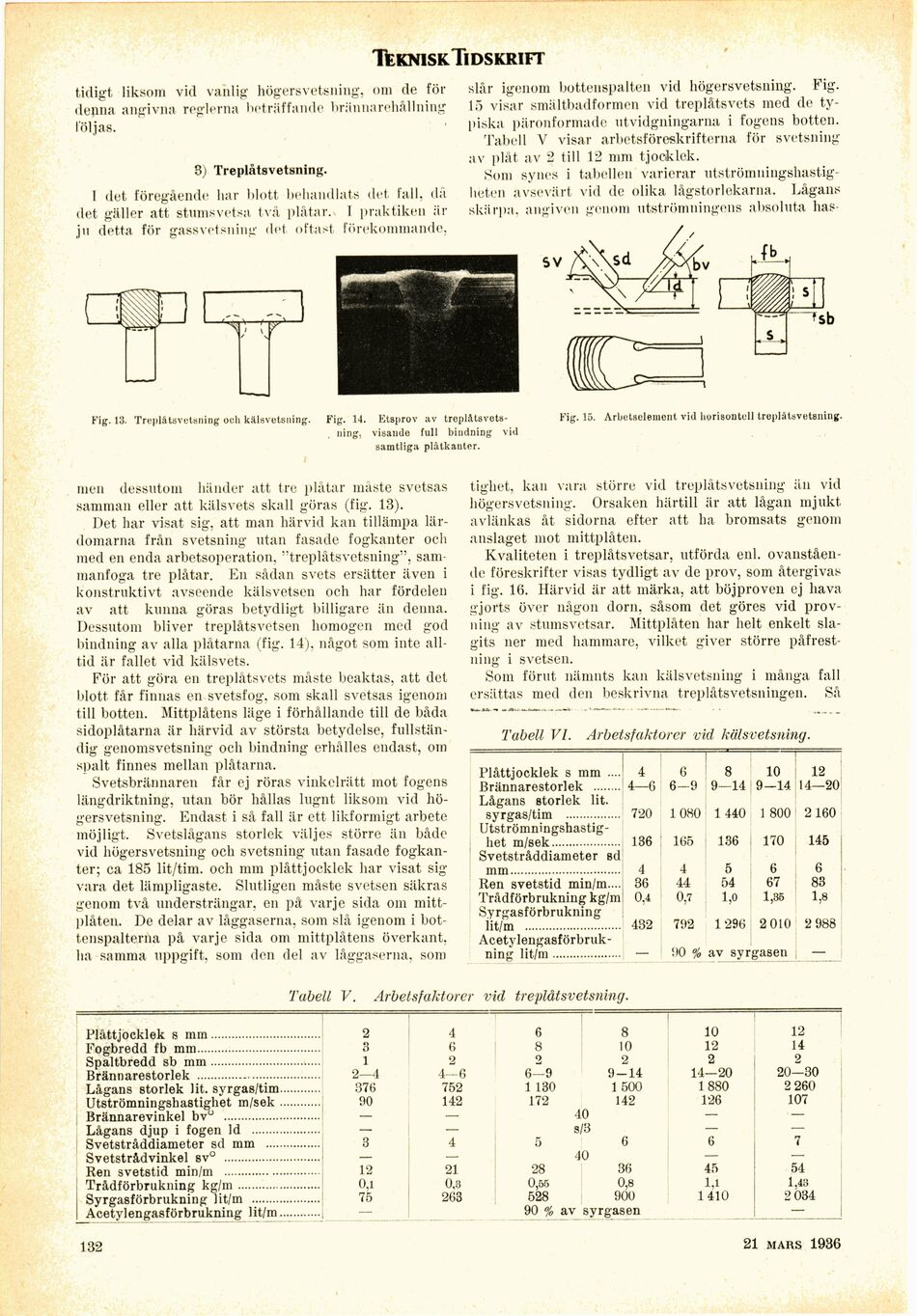
I det föregående har blott behandlats det fall, då
det gäller att stumsvetsa två plåtar. I praktiken är
ju detta för gassvetsning det. oftast förekommande,
slår igenom bottenspalten vid högersvetsning. Fig.
15 visar smältbadformen vid treplåtsvets med de
typiska päronformade utvidgningarna i fogens botten.
Tabell V visar arbetsföreskrifterna för svetsning
av plåt av 2 till 12 mm tjocklek.
Som synes i tabellen varierar
utströmningshastig-heten avsevärt vid de olika lågstorlekarna. Lågans
skärpa, angiven genom utströmningens absoluta has-
Fig. 13. Treplåtsvetsning och kälsvetsning.
men dessutom händer att tre plåtar måste svetsas
samman eller att kälsvets skall göras (fig. 13).
Det har visat sig, att man härvid kan tillämpa
lärdomarna från svetsning utan fasade fogkanter och
med en enda arbetsoperation, "treplåtsvetsning",
sammanfoga tre plåtar. En sådan svets ersätter även i
konstruktivt avseende kälsvetsen och har fördelen
av att kunna göras betydligt billigare än denna.
Dessutom bliver treplåtsvetsen homogen med god
bindning av alla plåtarna (fig. 14). något som inte
alltid är fallet vid kälsvets.
För att göra en treplåtsvets måste beaktas, att det
blott får finnas en svetsfog, som skall svetsas igenom
till botten. Mittplåtens läge i förhållande till de båda
sidoplåtarna är härvid av största betydelse,
fullständig genomsvetsning och bindning erhålles endast, om
spalt finnes mellan plåtarna.
Svetsbrännaren får ej röras vinkelrätt mot fogens
längdriktning, utan bör hållas lugnt liksom vid
högersvetsning. Endast i så fall är ett likformigt arbete
möjligt. Svetslågans storlek väljes större än både
vid högersvetsning och svetsning utan fasade
fogkanter; ca 185 lit/tim. och mm plåttjocklek har visat sig
vara det lämpligaste. Slutligen måste svetsen säkras
genom två understrängar, en på varje sida om
mittplåten. De delar av låggaserna, som slå igenom i
bottenspalterna på varje sida om mittplåtens överkant,
lia samma uppgift, som den del av låggaserna, sora
tighet, kan vara större vid treplåtsvetsning än vid
högersvetsning. Orsaken härtill är att lågan mjukt
avlänkas åt sidorna efter att lia bromsats genom
anslaget mot mittplåten.
Kvaliteten i treplåtsvetsar, utförda enl.
ovanstående föreskrifter visas tydligt av de prov, som återgivas
i fig. 16. Härvid är att märka, att böjproven ej hava
gjorts över någon dorn, såsom det göres vid
provning av stumsvetsar. Mittplåten har helt enkelt
slagits ner med hammare, vilket giver större
påfrestning i svetsen.
Som förut nämnts kan külsvetsning i många fall
ersättas med den beskrivna treplåtsvetsningen. Så
Tabell VI. Arbetsfaktorer vid külsvetsning.
Plåttjocklek s mm .... 4 6 8 10 12
Brännarestorlek ........ 4—6 6-9 9—14 9—14. 14—20
Lågans storlek lit.
syrgas/tim ................ 720 1080 1 440 1 800 2160
Utströmningshastig-
het m/sek.................... 136 165 136 170 145
Svetstråddiameter sd
mm................................ 4 4 5 6 6
Ren svetstid min/m.... 36 44 54 67 83
Trådförbrukning kg/m 0,4 0,7 1,0 1,35 1,8
Syrgasförbrukning
iit/m ............................ 432 792 1296 2 010 2 988
Acetylengasförbruk- 90 %
ning lit/m.................... — av syrgasen —
Tabell V. Arbetsfaktorer vid treplåtsvetsning.
Plåttjocklek s mm................................ 2 4 6 8 10 12
Fogbredd fb mm.................................... 3 6 8 10 12 14
Spaltbredd sb mm................................ 1 2 2 2 2 2
Brännarestorlek .............-..................... 2—4 4—6 6-9 9-14 14—20 20-30
Lågans storlek lit. svrgas/tim............ 376 752 1 130 1 500 1880 2 260
Utströmningshastighet m/sek............ 90 142 172 142 126 107
Brännarevinkel bvu ............................ — — 40 — —
Lågans djup i fogen Id .................... — — s/3 — —
Svetstråddiameter sd mm ................ 3 4 5 6 6 7
Svetstrådvinkel sv° ............................ — — 40 — —
Ren svetstid min/m ........................... 12 21 28 36 45 54
Trådförbrukning kg/m........................ 0,1 0,3 0,55 0,8 1.1 1,43
Syrgasförbrukning lit/m .................... 75 263 528 900 1410 2 034
Acetvlengasförbrukning lit/m............ — 90 % av syrgasen —
132 14 mars 1936
Fig. 14. Etsprov av
treplåtsvets-ning, visande full bindning vid
samtliga plåtkanter.
Fig. 15. Arbetseleinent vid horisontell treplåtsvetsning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}