
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Tekn isk Tidskrift
Stort intresse har även ägnats den teoretiska
undersökningen av dragningsprocessen, varvid man
erhållit en värdefull kunskap om dragningsförloppet,
speciellt beträffande dragkraften. Det antagande,
som ligger till grund för dessa undersökningar, är, att
denna dragkraft kan uppdelas i ett antal
komponenter:
1. Den egentliga dragkraften, som orsakar
formförändringarna under plåthållaren (— a„ 2nRs)-
2. Den böjande eller krökande kraften omkring
dragringens hålkant (= B).
2fibH-h Ra y s
s= Plåttjocklek
Fig. 11.
3. Friktionskraften, som orsakas av
plåthållar-trycket (friktionskoefficienten = /j).
Friktionskraften, som uppkommer vid plåtens
4.
Som plasticitetsvillkor är emellertid
skjuvspän-ningsvillkoret (ot—o3 = A) icke giltigt här, utan
måste skjuvspänningen i överensstämmelse med nyare
försök (8) (12) uppskattas till i medeltal 15 %
högre värde. Man kan därför approximativt sätta:
öi — 03 SS l.io A.
Genom integration erhålles härav först storleken på
själva dragspänningen:
o o Si 1,10 A log
Ki
(där Ra betecknar yttre radien och R, inre radien av
den ringformade delen av plåten under plåthållaren).
Förutsatt att inga friktions- eller böjningsmotstånd
förefunnes och således endast materialmotståndet k
behövde övervinnas, skulle detta vara uttrycket för
specifika dragkraften. När däremot de övriga,
faktorerna — plåthållarfriktionen — (/iH på yttre kanten),
jr
friktionen vid dragringens hålkant (faktorn e"’ ¥) och
böjande kraften (B, vars storlek man ännu ej
lyckats beräkna) — medtagas, blir uttrycket för
dragkraften:
P = e’lJ[2 rc • Rx ■ 1,
R
3-
rörelse över dragringens hålkantradie.
Denna relativt godtyckliga uppdelning är
emellertid gjord särskilt med tanke på skillnaden mellan
själva de dragande (sträckande) och böjande
krafterna och troligt är, att den endast är i god
överensstämmelse med de verkliga förhållandena vid små
värden på dragringens hålkantradie. De härovan
tidigare anförda undersökningarna hava dock visat, att
detta villkor i de flesta fall utan allt för stort fel kan
försummas.
Genom de första undersökningarna av Sommer (9)
och Eksergian (10), vilka avsågo att bestämma
dragkraften, fastställdes definitivt de olika samverkande
faktorerna. Med ledning av deras försök kunna dock
ej några tillfredsställande beräkningar utföras,
eftersom de göra oriktiga antaganden, framför allt
beträffande de förhållanden, som äro bestämmande för
metallers plasticitet.1 På basis av de möjliga
plastici-tetsvillkoren, enligt vilka den maximala
skjuvspänningen är konstant, har sedan Siebel beräknat själva
dragkraften. De verkliga spänningsförhållandena
inuti plåten äro desamma som i ett tjockväggigt rör
utsatt för inre tryck.
Utgående från ovan angivna förhållanden har
författaren (2) utfört en noggrann beräkning av
drag-kraften. Med användande av de beteckningar, som
framgå av fig. 11, har för jämvikt mellan de krafter,
Som verka på ett ringformigt element av plåten med
volymen f • dR — (R • y • s)dR, följande
differentialekvation erhållits:
d(R • y ■ s • a) — 2 o3 ■ dR ■ I • s = 0:
d(0l R]jdR — ö3;
1 överensstämmelsen mellan de teoretiska beräkningarna
och de experimentellt erhållna värdena i Sommers fall måste
därför anses såsom tillfälliga eller uppnådda på konstlad väg.
Då P hela tiden varierar, måste för bestämmandet
av densamma en särskild beräkning genomföras för
varje stadium i dragningsprocessen. Storheten k
måste tagas som ett medelvärde på spänningen, vilken
bestämmes av materialets verkliga spänn
ings-töj-ningskurva.
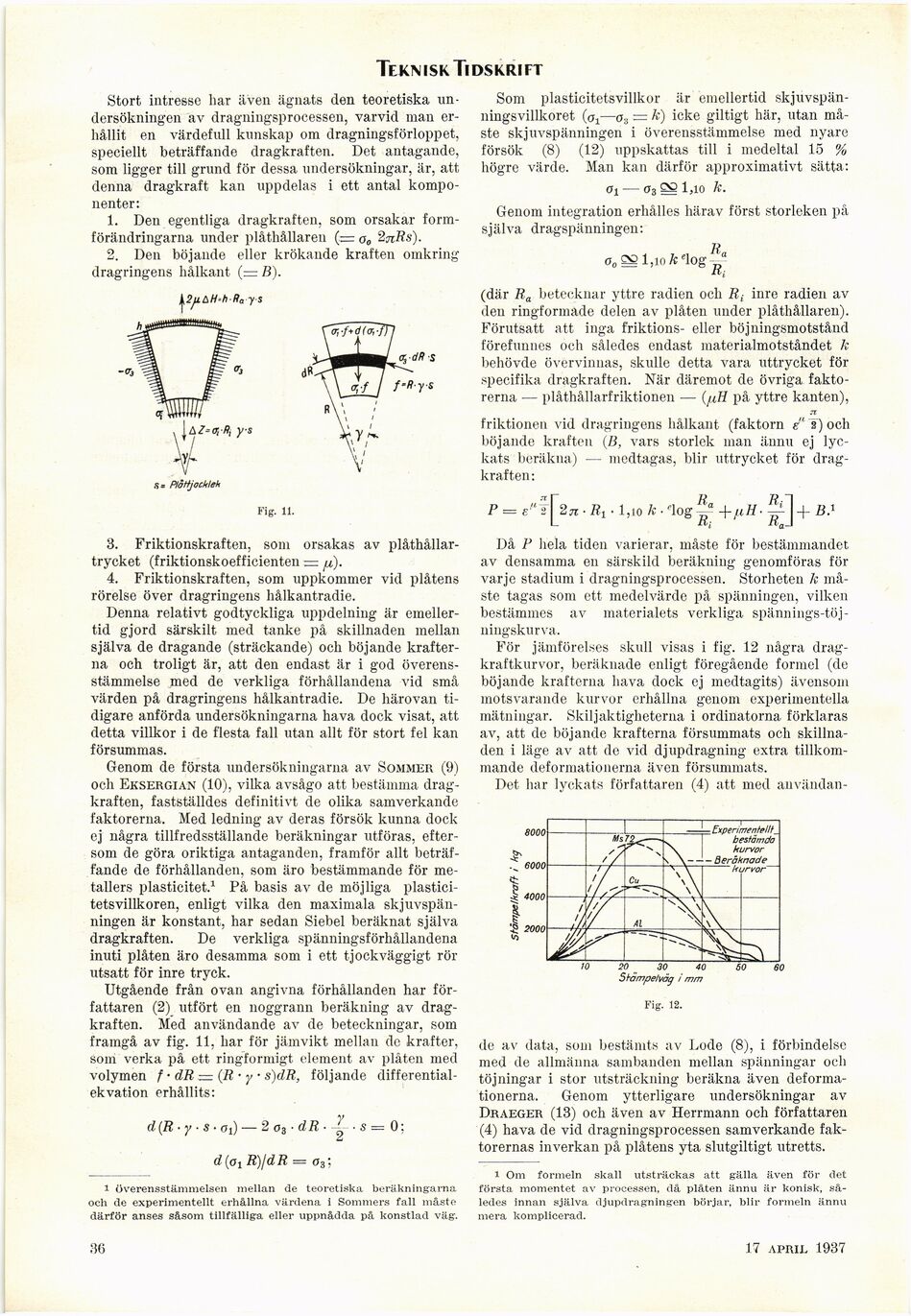
För jämförelses skull visas i fig. 12 några
drag-kraftkurvor, beräknade enligt föregående formel (de
böjande krafterna hava dock ej medtagits) ävensom
motsvarande kurvor erhållna genom experimentella
mätningar. Skiljaktigheterna i ordinatorna förklaras
av, att de böjande krafterna försummats och
skillnaden i läge av att de vid djupdragning extra
tillkommande deformationerna även försummats.
Det har lyckats författaren (4) att med användan-
Fig. 12.
de av data, som bestämts av Lode (8), i förbindelse
med de allmänna sambanden mellan spänningar och
töjningar i stor utsträckning beräkna även
deformationerna. Genom ytterligare undersökningar av
Draeger (13) och även av Herrmann och författaren
(4) hava de vid dragningsprocessen samverkande
faktorernas inverkan på plåtens yta slutgiltigt utretts.
1 Om formeln skall utsträckas att gälla även för det
första momentet av processen, då plåten ännu är konisk,
således innan själva djupdragningen börjar, blir formeln ännu
mera komplicerad.
-S 4000
I
Sbämpe/vöy i mm
36
17 aphil 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}