
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
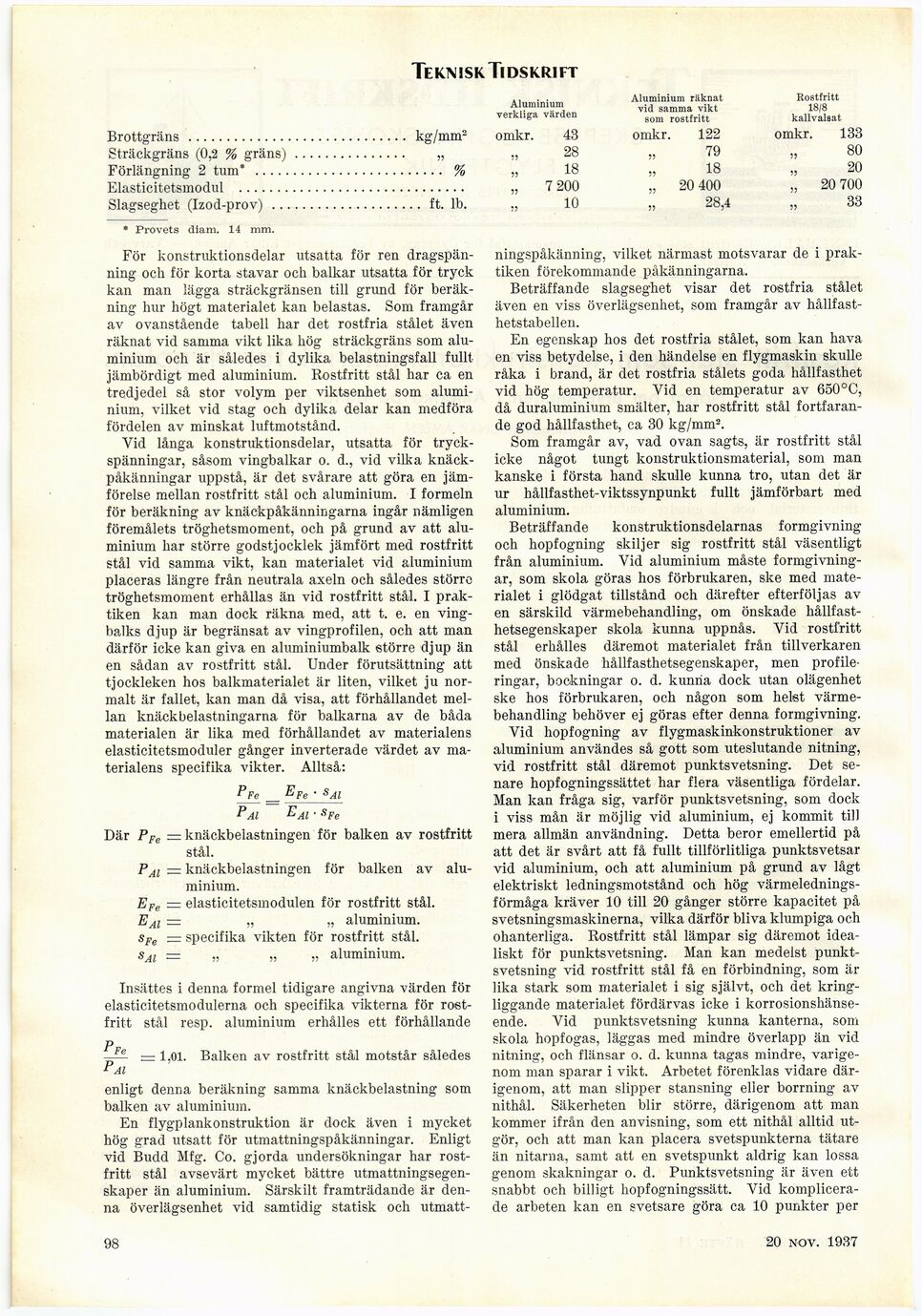
Brottgräns ............................. kg/mm2 omkr. 43 omkr. 122 omkr. 133
Sträckgräns (0,2 % gräns)............... „ ,, 28 „ 79 „ 80
Förlängning 2 tum* ......................... % „ 18 „ 18 „ 20
Elasticitetsmodul .............................. „ 7 200 „ 20 400 „ 20 700
Slagseghet (Izod-prov) .................... ft. Ib. ., 10 „ 28,4 „ 33
* Provets diam. 14 mm.
För konstruktionsdelar utsatta för ren
dragspänning och för korta stavar och balkar utsatta för tryck
kan man lägga sträckgränsen till grund för
beräkning hur högt materialet kan belastas. Som framgår
av ovanstående tabell har det rostfria stålet även
räknat vid samma vikt lika hög sträckgräns som
aluminium och är således i dylika belastningsfall fullt
jämbördigt med aluminium. Rostfritt stål har ca en
tredjedel så stor volym per viktsenhet som
aluminium, vilket vid stag och dylika delar kan medföra
fördelen av minskat luftmotstånd.
Vid långa konstruktionsdelar, utsatta för
tryckspänningar, såsom vingbalkar o. d., vid vilka
knäck-påkänningar uppstå, är det svårare att göra en
jämförelse mellan rostfritt stål och aluminium. I formeln
för beräkning av knäckpåkänningarna ingår nämligen
föremålets tröghetsmoment, och på grund av att
aluminium har större godstjocklek jämfört med rostfritt
stål vid samma vikt, kan materialet vid aluminium
placeras längre från neutrala axeln och således större
tröghetsmoment erhållas än vid rostfritt stål. I
praktiken kan man dock räkna med, att t. e. en
ving-balks djup är begränsat av vingprofilen, och att man
därför icke kan giva en aluminiumbalk större djup än
en sådan av rostfritt stål. Under förutsättning att
tjockleken hos balkmaterialet är liten, vilket ju
normalt är fallet, kan man då visa, att förhållandet
mellan knäckbelastningarna för balkarna av de båda
materialen är lika med förhållandet av materialens
elasticitetsmoduler gånger inverterade värdet av
materialens specifika vikter. Alltså:
P Fe _ EFe • SM
Pai Em ■ SFe
Där PFe = knäckbelastningen för balken av rostfritt
stål.
PAl = knäckbelastningen för balken av
aluminium.
EFe — elasticitetsmodulen för rostfritt stål.
Em — „ „ aluminium.
sFe — specifika vikten för rostfritt stål.
sAi — „ „ „ aluminium.
Insattes i denna formel tidigare angivna värden för
elasticitetsmodulerna och specifika vikterna för
rostfritt stål resp. aluminium erhålles ett förhållande
p
vFe- = 1,01. Balken av rostfritt stål motstår således
PAl
enligt denna beräkning samma knäckbelastning som
balken av aluminium.
En flygplankonstruktion är dock även i mycket
hög grad utsatt för utmattningspåkänningar. Enligt
vid Budd Mfg. Co. gjorda undersökningar har
rostfritt stål avsevärt mycket bättre
utmattningsegenskaper än aluminium. Särskilt framträdande är
denna överlägsenhet vid samtidig statisk och utmatt-
Aluminium verkliga värden Aluminium räknat vid samma vikt som rostfritt Rostfritt 18/8 kallvalsat
ningspåkänning, vilket närmast motsvarar de i
praktiken förekommande påkänningarna.
Beträffande slagseghet visar det rostfria stålet
även en viss överlägsenhet, som framgår av
hållfast-hets tabellen.
En egenskap hos det rostfria stålet, som kan hava
en viss betydelse, i den händelse en flygmaskin skulle
råka i brand, är det rostfria stålets goda hållfasthet
vid hög temperatur. Yid en temperatur av 650°C,
då duraluminium smälter, har rostfritt stål
fortfarande god hållfasthet, ca 30 kg/mm2.
Som framgår av, vad ovan sagts, är rostfritt stål
icke något tungt konstruktionsmaterial, som man
kanske i första hand skulle kunna tro, utan det är
ur hållfasthet-viktssynpunkt fullt jämförbart med
aluminium.
Beträffande konstruktionsdelarnas formgivning
och hopfogning skiljer sig rostfritt stål väsentligt
från aluminium. Vid aluminium måste
formgivningar, som skola göras hos förbrukaren, ske med
materialet i glödgat tillstånd och därefter efterföljas av
en särskild värmebehandling, om önskade
hållfasthetsegenskaper skola kunna uppnås. Vid rostfritt
stål erhålles däremot materialet från tillverkaren
med önskade hållfasthetsegenskaper, men
profileringar, bookningar o. d. kunna dock utan olägenhet
ske hos förbrukaren, och någon som helst
värmebehandling behöver ej göras efter denna formgivning.
Vid hopfogning av flygmaskinkonstruktioner av
aluminium användes så gott som uteslutande nitning,
vid rostfritt stål däremot punktsvetsning. Det
senare hopfogningssättet har flera väsentliga fördelar.
Man kan fråga sig, varför punktsvetsning, som dock
i viss mån är möjlig vid aluminium, ej kommit till
mera allmän användning. Detta beror emellertid på
att det är svårt att få fullt tillförlitliga punktsvetsar
vid aluminium, och att aluminium på grund av lågt
elektriskt ledningsmotstånd och hög
värmeledningsförmåga kräver 10 till 20 gånger större kapacitet på
svetsningsmaskinerna, vilka därför bliva klumpiga och
ohanterliga. Rostfritt stål lämpar sig däremot
idealiskt för punktsvetsning. Man kan medelst
punktsvetsning vid rostfritt stål få en förbindning, som är
lika stark som materialet i sig självt, och det
kringliggande materialet fördärvas icke i
korrosionshänseende. Vid punktsvetsning kunna kanterna, som
skola hopfogas, läggas med mindre överlapp än vid
nitning, och flänsar o. d. kunna tagas mindre,
varigenom man sparar i vikt. Arbetet förenklas vidare
därigenom, att man slipper stansning eller borrning av
nithål. Säkerheten blir större, därigenom att man
kommer ifrån den anvisning, som ett nithål alltid
utgör, och att man kan placera svetspunkterna tätare
än nitarna, samt att en svetspunkt aldrig kan lossa
genom skakningar o. d. Punktsvetsning är även ett
snabbt och billigt hopfogningssätt. Vid
komplicerade arbeten kan en svetsare göra ca 10 punkter per
98
20 nov. 1937
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}