
Full resolution (JPEG) - On this page / på denna sida - Häfte 17. 30 april 1938. Specialnummer: Vardagsrationalisering - Grovplanering av verkstad, av B. Sjögren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
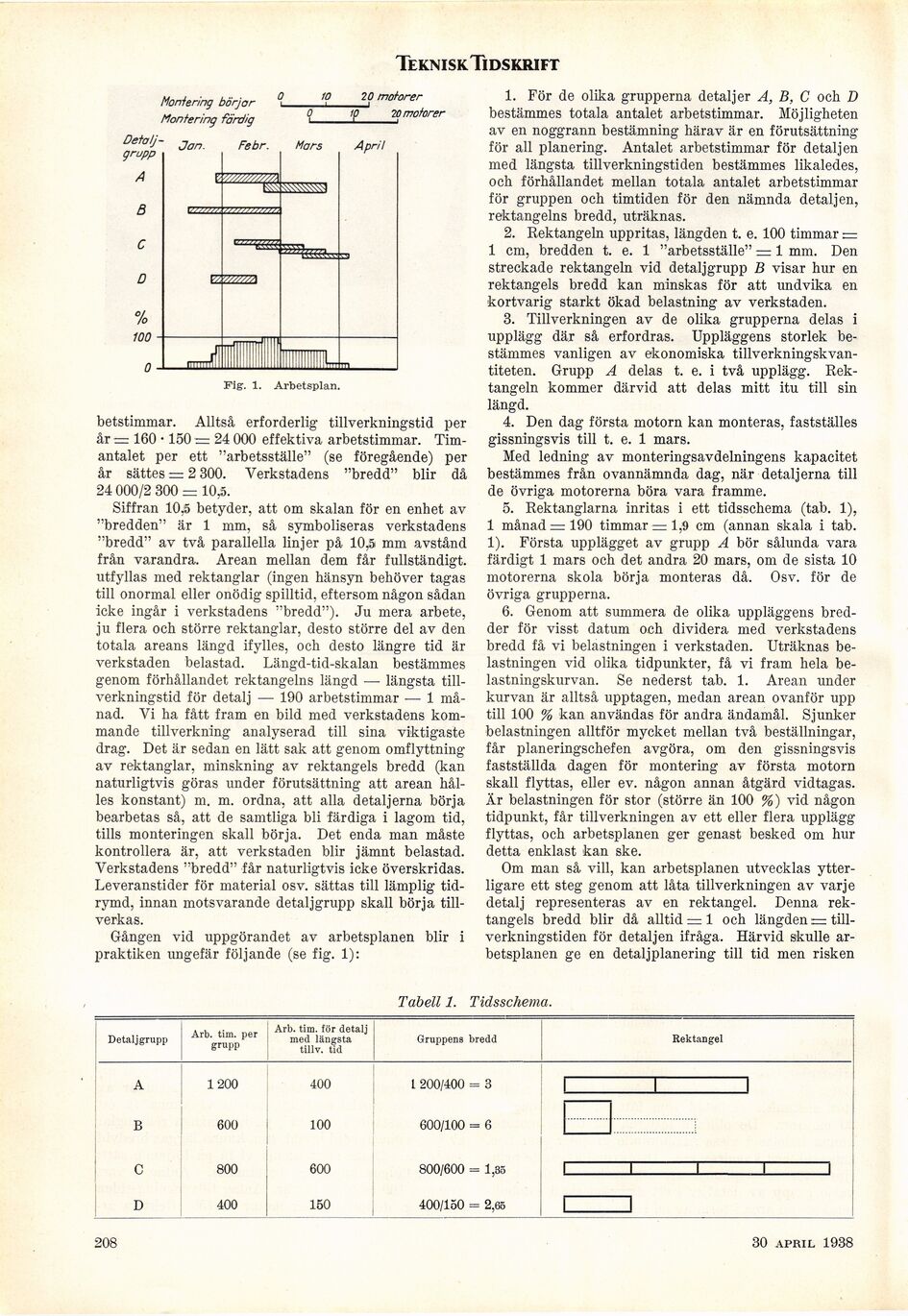
Fig. 1. Arbetsplan.
betstimmar. Alltså erforderlig tillverkningstid per
år = 160 • 150 — 24 000 effektiva arbetstimmar.
Timantalet per ett "arbetsställe" (se föregående) per
år sättes = 2 300. Verkstadens "bredd" blir då
24 000/2 300 = 10,5.
Siffran 10,5 betyder, att om skalan för en enhet av
"bredden" är 1 mm, så symboliseras verkstadens
"bredd" av två parallella linjer på 10,5 mm avstånd
från varandra. Arean mellan dem får fullständigt,
utfyllas med rektanglar (ingen hänsyn behöver tagas
till onormal eller onödig spilltid, eftersom någon sådan
icke ingår i verkstadens "bredd"). Ju mera arbete,
ju flera och större rektanglar, desto större del av den
totala areans längd ifylles, och desto längre tid är
verkstaden belastad. Längd-tid-skalan bestämmes
genom förhållandet rektangelns längd — längsta
tillverkningstid för detalj — 190 arbetstimmar ■—• 1
månad. Vi ha fått fram en bild med verkstadens
kommande tillverkning analyserad till sina viktigaste
drag. Det är sedan en lätt sak att genom omflyttning
av rektanglar, minskning av rektangels bredd (kan
naturligtvis göras under förutsättning att arean
hålles konstant) m. m. ordna, att alla detaljerna börja
bearbetas SR} ätt de samtliga bli färdiga i lagom tid,
tills monteringen skall börja. Det enda man måste
kontrollera är, att verkstaden blir jämnt belastad.
Verkstadens "bredd" får naturligtvis icke överskridas.
Leveranstider för material osv. sättas till lämplig
tidrymd, innan motsvarande detaljgrupp skall börja
tillverkas.
Gången vid uppgörandet av arbetsplanen blir i
praktiken ungefär följande (se fig. 1):
1. För de olika grupperna detaljer A, B, C och D
bestämmes totala antalet arbetstimmar. Möjligheten
av en noggrann bestämning härav är en förutsättning
för all planering. Antalet arbetstimmar för detaljen
med längsta tillverkningstiden bestämmes likaledes,
och förhållandet mellan totala antalet arbetstimmar
för gruppen och timtiden för den nämnda detaljen,
rektangelns bredd, uträknas.
2. Rektangeln uppritas, längden t. e. 100 timmar =
1 cm, bredden t. e. 1 "arbetsställe" — 1 mm. Den
streckade rektangeln vid detaljgrupp B visar hur en
rektangels bredd kan minskas för att imdvika en
kortvarig starkt ökad belastning av verkstaden.
3. Tillverkningen av de olika grupperna delas i
upplägg där så erfordras. Uppläggens storlek
bestämmes vanligen av ekonomiska
tillverkningskvantiteten. Grupp A delas t. e. i två upplägg.
Rektangeln kommer därvid att delas mitt itu till sin
längd.
4. Den dag första motorn kan monteras, fastställes
gissningsvis till t. e. 1 mars.
Med ledning av monteringsavdelningens kapacitet
bestämmes från ovannämnda dag, när detaljerna till
de övriga motorerna böra vara framme.
5. Rektanglarna inritas i ett tidsschema (tab. 1),
1 månad = 190 timmar = 1,9 cm (annan skala i tab.
1). Första upplägget av grupp A bör sålunda vara
färdigt 1 mars och det andra 20 mars, om de sista 10
motorerna skola börja monteras då. Osv. för de
övriga grupperna.
6. Genom att summera de olika uppläggens
bredder för visst datum och dividera med verkstadens
bredd få vi belastningen i verkstaden. Uträknas
belastningen vid olika tidpunkter, få vi fram hela
belastningskurvan. Se nederst tab. 1. Arean under
kurvan är alltså upptagen, medan arean ovanför upp
till 100 % kan användas för andra ändamål. Sjunker
belastningen alltför mycket mellan två beställningar,
får planeringschefen avgöra, om den gissningsvis
fastställda dagen för montering av första motorn
skall flyttas, eller ev. någon annan åtgärd vidtagas.
Är belastningen för stor (större än 100 %) vid någon
tidpunkt, får tillverkningen av ett eller flera upplägg
flyttas, och arbetsplanen ger genast besked om hur
detta enklast kan ske.
Om man så vill, kan arbetsplanen utvecklas
ytterligare ett steg genom att låta tillverkningen av varje
detalj representeras av en rektangel. Denna
rektangels bredd blir då alltid = 1 och längden =
tillverkningstiden för detaljen ifråga. Härvid skulle
arbetsplanen ge en detaljplanering till tid men risken
Tabell 1. Tidsschema.
Detaljgrupp
»•k Arb. tim. för detalj
Per med längsta
SruPP tillv. tid
Gruppens bredd
Rektangel
C
D
1200
600
800
400
400
100
600
150
1 200/400 = 3
600/100 = 6
800/600 = 1,83
400/150 = 2,65
208
30 april 1938
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}