
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1944 - Malltekniken inom flygindustrin, av Roland Johnson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
10 juni 1944
735
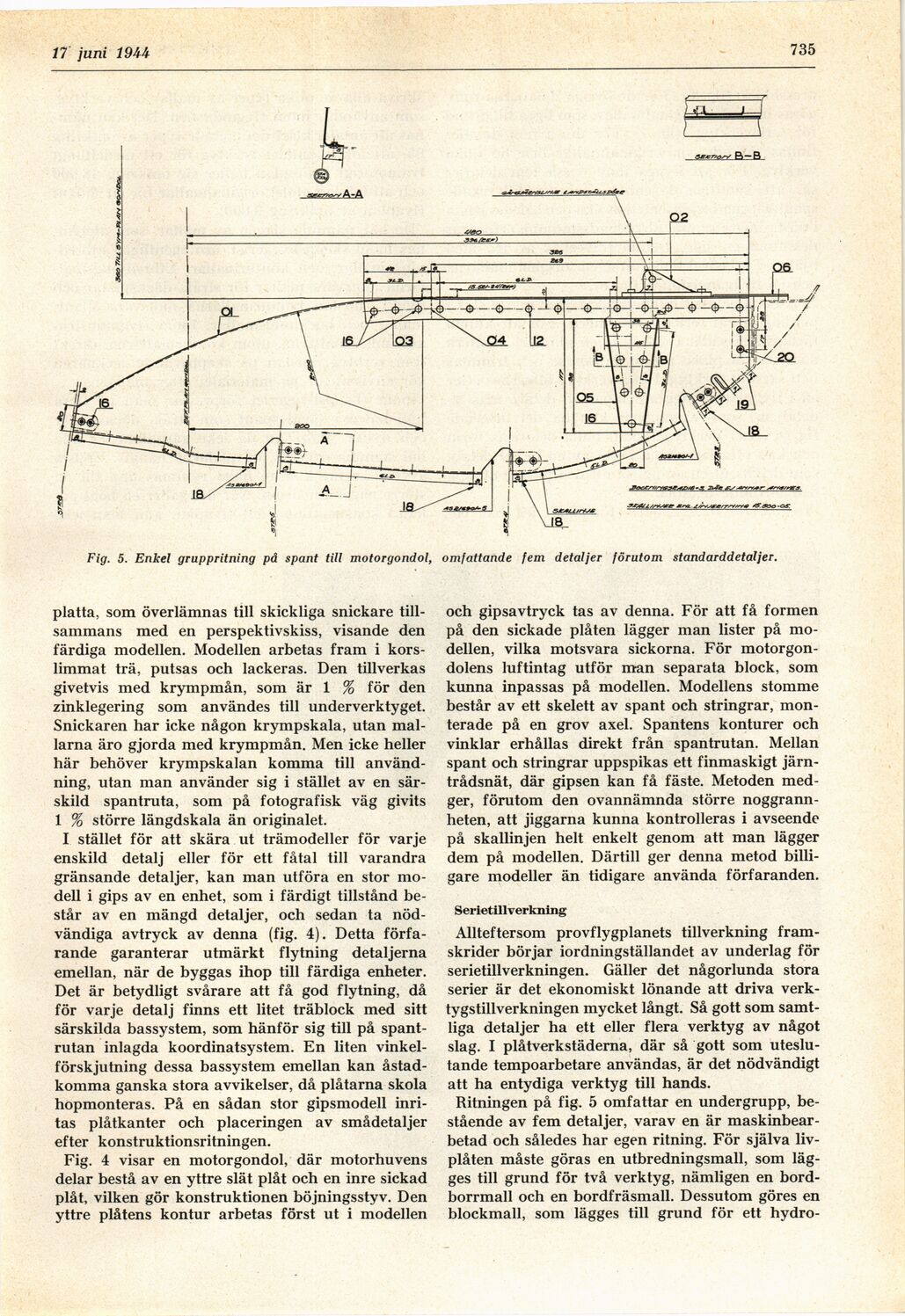
Fig. 5. Enkel gruppritning på spant till motorgondol, omfattande fem detaljer förutom standarddetaljer.
platta, som överlämnas till skickliga snickare
tillsammans med en perspektivskiss, visande den
färdiga modellen. Modellen arbetas fram i
korslimmat trä, putsas och lackeras. Den tillverkas
givetvis med krympmån, som är 1 % för den
zinklegering som användes till underverktyget.
Snickaren har icke någon krympskala, utan
mallarna äro gjorda med krympmån. Men icke heller
här behöver krympskalan komma till
användning, utan man använder sig i stället av en
särskild spantruta, som på fotografisk väg givits
1 % större längdskala än originalet.
I stället för att skära ut trämodeller för varje
enskild detalj eller för ett fåtal till varandra
gränsande detaljer, kan man utföra en stor
modell i gips av en enhet, som i färdigt tillstånd
består av en mängd detaljer, och sedan ta
nödvändiga avtryck av denna (fig. 4). Detta
förfarande garanterar utmärkt flytning detaljerna
emellan, när de byggas ihop till färdiga enheter.
Det är betydligt svårare att få god flytning, då
för varje detalj finns ett litet träblock med sitt
särskilda bassystem, som hänför sig till på
spant-rutan inlagda koordinatsystem. En liten
vinkelförskjutning dessa bassystem emellan kan
åstadkomma ganska stora avvikelser, då plåtarna skola
hopmonteras. På en sådan stor gipsmodell
inritas plåtkanter och placeringen av smådetaljer
efter konstruktionsritningen.
Fig. 4 visar en motorgondol, där motorhuvens
delar bestå av en yttre slät plåt och en inre sickad
plåt, vilken gör konstruktionen böjningsstyv. Den
yttre plåtens kontur arbetas först ut i modellen
och gipsavtryck tas av denna. För att få formen
på den sickade plåten lägger man lister på
modellen, vilka motsvara sickorna. För
motorgondolens luftintag utför man separata block, som
kunna inpassas på modellen. Modellens stomme
består av ett skelett av spant och stringrar,
monterade på en grov axel. Spantens konturer och
vinklar erhållas direkt från spantrutan. Mellan
spant och stringrar uppspikas ett finmaskigt
järntrådsnät, där gipsen kan få fäste. Metoden
medger, förutom den ovannämnda större
noggrannheten, att jiggarna kunna kontrolleras i avseende
på skallinjen helt enkelt genom att man lägger
dem på modellen. Därtill ger denna metod
billigare modeller än tidigare använda förfaranden.
Serietillverkning
Allteftersom provflygplanets tillverkning
framskrider börjar iordningställandet av underlag för
serietillverkningen. Gäller det någorlunda stora
serier är det ekonomiskt lönande att driva
verktygstillverkningen mycket långt. Så gott som
samtliga detaljer ha ett eller flera verktyg av något
slag. I plåtverkstäderna, där så gott som
uteslutande tempoarbetare användas, är det nödvändigt
att ha entydiga verktyg till hands.
Ritningen på fig. 5 omfattar en undergrupp,
bestående av fem detaljer, varav en är
maskinbear-betad och således har egen ritning. För själva
livplåten måste göras en utbredningsmall, som
lägges till grund för två verktyg, nämligen en
bord-borrmall och en bordfräsmall. Dessutom göres en
blockmall, som lägges till grund för ett hydro-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}