
Full resolution (JPEG) - On this page / på denna sida - H. 36. 9 september 1944 - Radiofrekvent förvärmning vid bakelitpressning, av Curt Marcus
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1040
TEKNISK TIDSKRIFT
dielektriska materialet är absolut nödvändigt, för att uppnå
jämn värme. Kondensatorplattorna måste vara exakt
parallella samt tabletterna av jämn konsistens och tjocklek.
De tabletter, som fås i en vanlig tablettmaskin, äro av
tillfredsställande kvalitet.
Det är egentligen endast en sak, som pressaren måste veta
om elektrodernas elektriska karakteristika, nämligen om
den ena elektroden är jordad, eller om så ej är fallet. I
båda fallen växlar potentialen mellan 5 till 50 Mp/s,
beroende på generatoraggregatets karakteristika.
Värmeeffekten är i bägge fallen densamma, men skillnaden ligger i
temperaturmätningsmetoden.
Om den ena elektroden har hög- och den andra
jordpotential finnes endast en metod att tillfredsställande mäta
temperaturen, nämligen genom att sticka en
termoelement-nål gång efter annan i tabletten så snart som den mjuknat
tillräckligt för att nålen skall tränga in (vanligen vid ca
80°). När detta göres måste strömmen slås ifrån, nålen
stickas in, temperaturen avläsas, nålen dras ut och
strömmen slås på. Om nålen lämnas kvar i tabletten
uppstår en lokal överhettning.
När ingen elektrod är jordad kan visserligen temperaturen
mätas efter ovanstående metod men ett direkt och
kontinuerligt avläsande kan också ske genom att använda två
tabletter och placera nålen mellan dem. Den befinner sig då
i centrum av en balanserad strömkrets vid nollpotential och
kan få stå kvar i tabletten under hela uppvärmningen.
Man börjar alltid arbetet med att bestämma den
lämpligaste temperaturen, till vilken tabletterna måste förvärmas
för det speciella arbetet. Detta kan endast göras medelst
prov. Högre temperatur än 150° kan knappast komma i
fråga och även vid denna temperatur polymeriserar
tabletten mycket fort och måste kunna överföras till verktyget
mycket raskt t.ex. inom min. Är den lämpligaste
temperaturen en gång fastställd äro vidare mätningar för det
speciella arbetet onödiga.
Som redan framhållits värmes genom radiofrekvent
förvärmning hela massan av presspulver homogent till en
alltigenom lika temperatur. Detta leder automatiskt till två
mycket stora fördelar, för det första kortare
polymerise-ringstid och för det andra bättre flytbarhet.
Genom radiofrekvent förvärmning är det möjligt att högst
betydligt förkorta pressningstiden. Polymerisering är ju en
kemisk förändring, vars hastighet beror på temperaturen.
Vid en bestämd temperatur tar den en bestämd tid och
om hela massan har denna temperatur redan innan den
kommer in i verktyget så sker polymeriseringen jämnt
genom hela massan på just den tid, som erfordras för att
fullborda densamma, men med mycket litet eller nästan
inget ytterligare värmetillskott. Härav följer teoretiskt att
polymeriseringstiden är oberoende av godstjockleken.
Försök har gjorts med ett typiskt presspulver, som
tablet-terades till tabletter av 200 g vikt, vilka förvärmdes
radiofrekvent under 2 min till 150°. När tjockleken ökades från
6 till 25 mm ökades pressningstiden från 22 till 50 s för
trämjölsfylld och från 30 till 100 s för mineralfylld bakelit.
Efter vanlig förvärmning under 30 min till 100° ökades
pressningstiden redan vid en godstjocklek av 12 mm från
80 till 200 s, vilket visar att vid radiofrekvent
förvärmning pressningstiden blir nästan oberoende av godstjock-
leken, under det att den vid vanlig förvärmning våldsamt
ökar. Man kan säga att oberoendet av godstjockleken
tenderar till att nedbringa pressningstiden så att den blir lika
för alla pressningar. Pressningstiden, som redan från
början är kortare än efter vanlig förvärmning, blir relativt
mer och mer fördelaktig ju större godstjockleken är,
börjande redan vid 6 mm tjocklek.
Ett direkt resultat av detta relativa oberoende av
godstjockleken är en större frihet i konstruktionen. Man
behöver ej längre bekymra sig för över- och
underpolymerise-ring, när det i ett arbetsstycke finnes olika godstjocklekar,
och man behöver ej skära ned godstjocklekar på
bekostnad av säkerheten för att få fram en rimlig produktion.
Vidare ökas denna i hög grad vid många artiklar.
Det är en bekant sak, att stor godstjocklek undvikes så
mycket som möjligt då det ofta händer, att arbetsstycken,
som utifrån se fullständigt färdigpolymeriserade ut, inuti
visa håligheter, dålig polymerisering etc. Av de i fig. 1
visade arbetsstyckena av 25 mm tjocklek har det vänstra
förvärmts under 30 min vid 100° samt pressats under 25 min
vid 150° och ca 155 kg/cm2. Det högra har förvärmts
radiofrekvent under IV4 min till 150° samt pressats under lxl«
min vid 150° med samma tryck. Skillnaden är uppenbar.
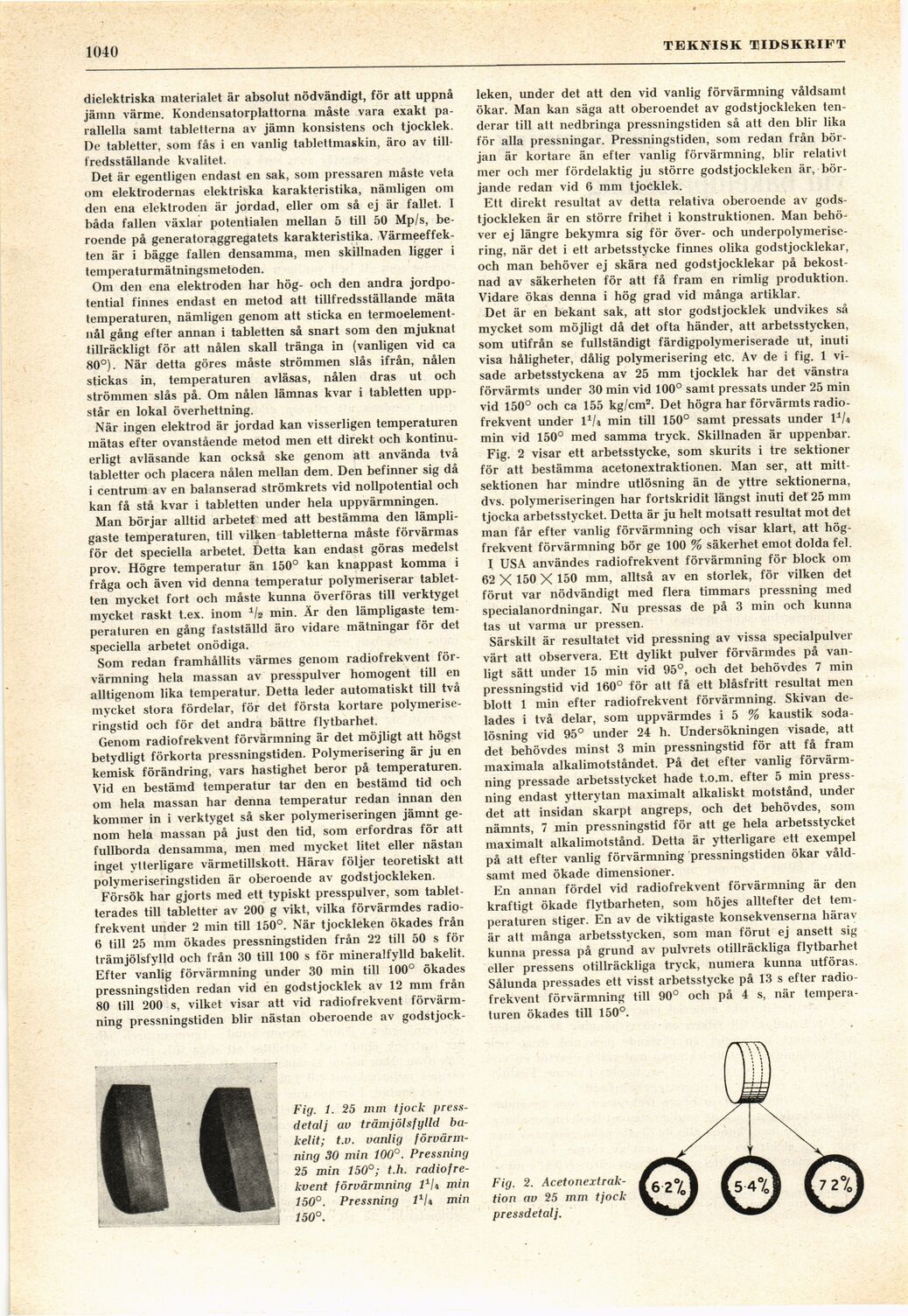
Fig. 2 visar ett arbetsstycke, som skurits i tre sektioner
för att bestämma acetonextraktionen. Man ser, att
mittsektionen har mindre utlösning än de yttre sektionerna,
dvs. polymeriseringen har fortskridit längst inuti det 25 mm
tjocka arbetsstycket. Detta är ju helt motsatt resultat mot det
man får efter vanlig förvärmning och visar klart, att
högfrekvent förvärmning bör ge 100 % säkerhet emot dolda fel.
I USA användes radiofrekvent förvärmning för block om
62 X 150 X 150 mm, alltså av en storlek, för vilken det
förut var nödvändigt med flera timmars pressning ined
specialanordningar. Nu pressas de på 3 min och kunna
tas ut varma ur pressen.
Särskilt är resultatet vid pressning av vissa specialpulver
värt att observera. Ett dylikt pulver förvärmdes på
vanligt sätt under 15 min vid 95°, och det behövdes 7 min
pressningstid vid 160° för att få ett biåsfritt resultat men
blott 1 min efter radiofrekvent förvärmning. Skivan
delades i två delar, som uppvärmdes i 5 % kaustik
sodalösning vid 95° under 24 h. Undersökningen visade, att
det behövdes minst 3 min pressningstid för att få fram
maximala alkalimotståndet. På det efter vanlig
förvärmning pressade arbetsstycket hade t.o.m. efter 5 min
pressning endast ytterytan maximalt alkaliskt motstånd, under
det att insidan skarpt angreps, och det behövdes, som
nämnts, 7 min pressningstid för att ge hela arbetsstycket
maximalt alkalimotstånd. Detta är ytterligare ett exempel
på att efter vanlig förvärmning pressningstiden ökar
våldsamt med ökade dimensioner.
En annan fördel vid radiofrekvent förvärmning är den
kraftigt ökade flytbarheten, som höjes alltefter det
temperaturen stiger. En av de viktigaste konsekvenserna härav
är att många arbetsstycken, som man förut ej ansett sig
kunna pressa på grund av pulvrets otillräckliga flytbarhet
eller pressens otillräckliga tryck, numera kunna utföras.
Sålunda pressades ett visst arbetsstycke på 13 s efter
radiofrekvent förvärmning till 90° och på 4 s, när
temperaturen ökades till 150°.
Fig. 1. 25 mm tjock
pressdetalj av trämjölsfylld
bakelit; t.v. vanlig
förvärmning 30 min 100°. Pressning
25 min 150°; t.h.
radiofrekvent förvärmning l1!4 min
150°. Pressning Z1/ 4 min
150°.
Fig. 2.
Acetonextrak-tion av 25 mm tjock
pressdetalj.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}