
Full resolution (JPEG) - On this page / på denna sida - H. 40. 6 oktober 1945 - Dielektrisk värme, av Ivar Ahlgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1098
THiKNISK TIDSKRIFT
sker då bäst sedan detta i förväg pressats till
briketter. En eller flera briketter placeras i ett
högfrekvent fält och värmes under en eller ett
par minuter, så att pulvret blir plastiskt och
nalkas temperaturen för härdningen. Den varma
briketten pressas sedan i verktyget på vanligt sätt.
Skillnaden blir då den, att eftersom pressmassan
är plastisk redan då den lägges i verktyget så
fyller den ut detta praktiskt taget med detsamma.
Den extra uppvärmning som behövs för
härdningen sker snabbt då pulvret genom förvärmningen
redan är nära härdningstemperaturen.
Pressningstiden blir mycket förkortad. Hur lång den
blir är beroende av hur långt man gått med
förvärmningen. Driver man förvärmningen mycket
långt bli pressningstiderna korta men samtidigt
blir tillverkningen kritisk. Pressningstiderna
kunna emellertid reduceras ned till ca 2 min.
Tillverkningen blir emellertid inte så snabb, då den
tid, som erfordras för att ta isär verktygen m.m.,
blir oförändrad och dessutom ökas med tiden för
skötseln av förvärmningen. Vinsten blir störst för
stora gjutningar med relativt enkla verktyg
medan för gjutningar med komplicerade verktyg,
där t.ex. ett större antal metallinlägg skall ske i
formen, vinsten blir mindre. I amerikansk
litteratur har som en genomsnittssiffra nämnts en
ökning i kapaciteten hos pressarna med 50 %.
Förutom denna tidsvinst medför tillämpningen
av förvärmningen ofta en höjning av
gjutning-arnas kvalitet. Pressmassans flytbarhet blir bättre,
risken för skada på klena metallinlägg i
gjutningen eller på verktyg, som innehålla klena stift,
minskas. Presstrycket kan minskas, så att större
föremål kunna pressas i en given press eller också
kunna billigare pressar användas. Det har även
sagts att det skulle finnas utsikter att utföra
verktygen enklare. Detaljer, som ha haft sådan
utformning att de tidigare ej kunnat pressas, kunna
ibland med denna metod för förvärmning av
pressmassan utan svårighet tillverkas. Speciellt
gäller detta föremål med tjockt gods.
För upphettning av presspulver användes i
allmänhet en frekvens inom området 10—30 Mp/s.
Effekten är 1—3 W/g.
Limning av trä
För limning av trä användes ett flertal olika
sorters lim, men man kan särskilja tre olika typer,
nämligen lim innehållande kasein, lim med
urinämne och lim med fenol som utgångsmaterial.
Kaseinlim binder kallt, men för de båda andra
limsorterna kräves uppvärmning. Lim på
urin-ämnesbasis kan dock med hjälp av vissa
katalysatorer binda vid rumstemperatur, men
bindningen tar då lång tid, ca 8 h. Vid uppvärmning
till 100 °G binder det däremot på någon minut.
Lim på fenolbasis värmes till ca 135°C för att
binda. Kaseinlim är inte pålitligt vattenfast till
skillnad från de båda andra limsorterna.
Varmlimning av trä enligt äldre metoder går
till så att de delar, som skola limmas, placeras
under tryck, och värme tillföres utifrån. Högre
temperatur än 150°G kan inte användas då träet
i så fall skadas. Det är givet att om träet är tjockt
tar det lång tid innan de inre delarna bli varma.
Vid t.ex. 15 cm tjocklek och 150°C
yttertempe-ratur tar det 5 h innan de centrala partierna
uppnått 100°C och 10 h innan de uppnått 135°C. För
så tjocka sektioner är varmlimning ytterst
tidsödande och limning med lim på fenolbasis, som
kräver den högre temperaturen, är i detta
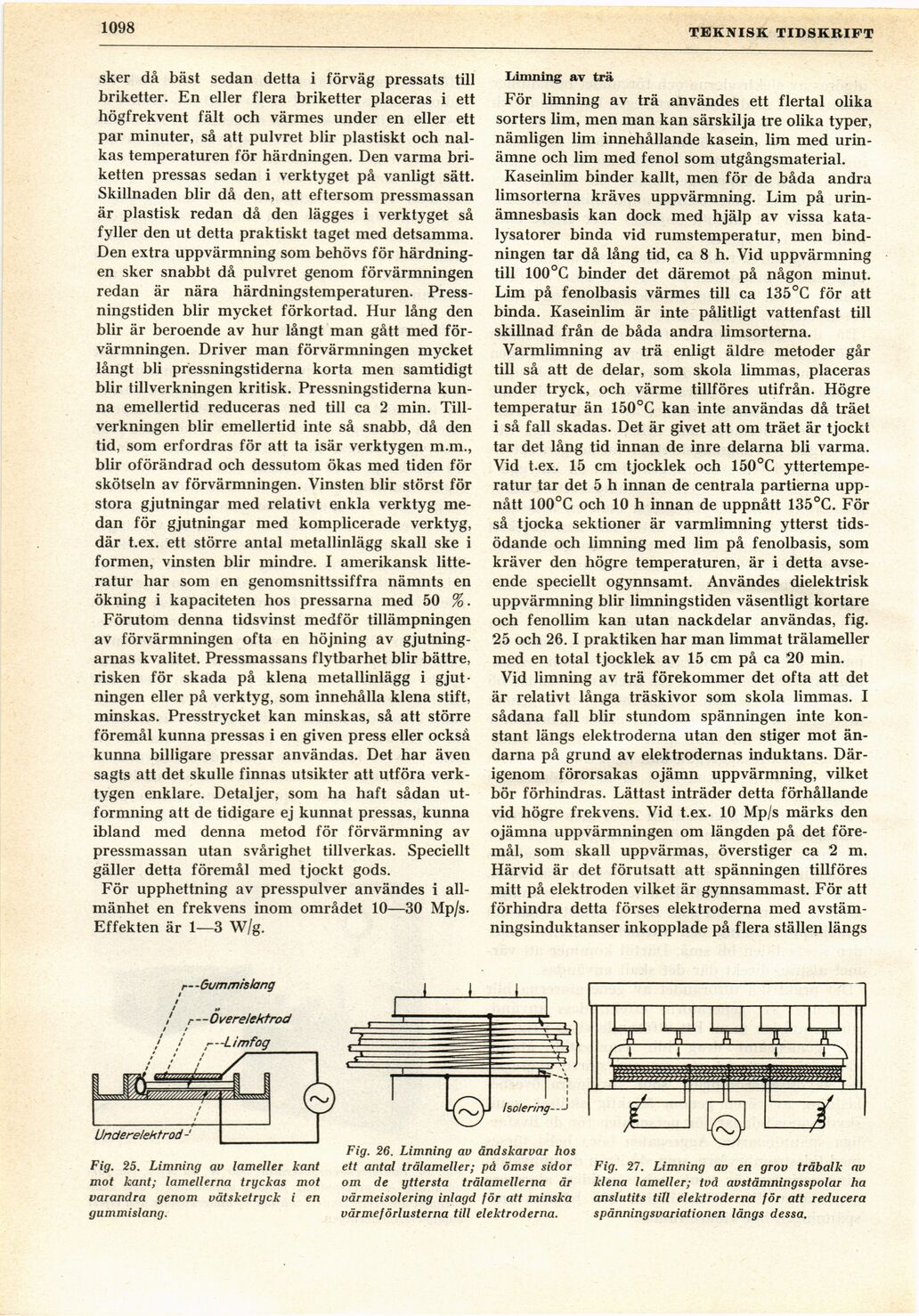
avseende speciellt ogynnsamt. Användes dielektrisk
uppvärmning blir limningstiden väsentligt kortare
och fenollim kan utan nackdelar användas, fig.
25 och 26. I praktiken har man limmat trälameller
med en total tjocklek av 15 cm på ca 20 min.
Vid limning av trä förekommer det ofta att det
är relativt långa träskivor som skola limmas. I
sådana fall blir stundom spänningen inte
konstant längs elektroderna utan den stiger mot
ändarna på grund av elektrodernas induktans.
Därigenom förorsakas ojämn uppvärmning, vilket
bör förhindras. Lättast inträder detta förhållande
vid högre frekvens. Vid t.ex. 10 Mp/s märks den
ojämna uppvärmningen om längden på det
föremål, som skall uppvärmas, överstiger ca 2 m.
Härvid är det förutsatt att spänningen tillföres
mitt på elektroden vilket är gynnsammast. För att
förhindra detta förses elektroderna med
avstäm-ningsinduktanser inkopplade på flera ställen längs
Fig. 25. Limning av lameller kant
mot kant; lamellerna tryckas mot
varandra genom vätsketryck i en
gummislang.
Fig. 26. Limning av àndskarvar hos
ett antal trälameller; på ömse sidor
om de yttersta trälamellerna är
värmeisolering inlagd för att minska
värmeförlusterna till elektroderna.
Fig. 27. Limning av en grov träbalk av
klena lameller; två avstämningsspolar ha
anslutits till elektroderna för att reducera
spänningsvariationen längs dessa.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}