
Full resolution (JPEG) - On this page / på denna sida - H. 10. 9 mars 1946 - Produktionsplanering vid AB Motala Verkstad, av Gösta Johansson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 mars 19A6
243
och förmän som vägledning, så att ej någon tvekan
behöver uppstå beträffande ordernas ordningsföljd i en viss
maskin, därest flera detaljer ha tillverkningsperioder, som
iner eller mindre gå in i varandra. Ordern befinner sig
nu i läge 5 (fig. 5) och har nu avancerat så långt, att en
omplanering icke är önskvärd med hänsyn till att alla
ordersatserna äro tidsbestämda.
Två à tre veckor före start distribueras ordersatsen till
vår sista instans, nämligen Orderfördelningen i de
mekaniska verkstäderna. Med ordersatsen utlämnas det med
diagonal försedda balanskortet samt ackordskortet.
Operationskortet kvarstannar på Bevakningskontoret som
original- och statistikkort. Därmed är ordern inne i läge 6’
(fig. 5). Ordersatsens förpassningssedel placeras i där
befintliga fördelningstavlor. Varje maskin har sitt fack och
varje fack är delat i fyra sektioner, nämligen:
nästkommande arbete, i arbete, i avbrott och i avsyning.
Förpassningssedeln inplaceras i facken av resp. förmän
så snart det gäller maskingrupper med två eller flera
maskiner. På så sätt ha förmännen fria bänder att välja
den maskin eller arbetare, som lämpar sig bäst för
operationen i fråga. Förmännen skola plocka om sina
förpass-ningssedlar i varje maskinfack, så att den önskade
ordningsföljden på detaljerna erhålles med hänsyn till
tillverkningsperioder och efterföljande operationer.
Orderför-delarens huvudfunktion är att till arbetaren utdela nytt
arbete så snart papperen på det gamla arbetet inlämnas.
Arbetaren tilldelas då det arbete, som förmannen placerat
främst i sektionen "Nästkommande arbete", varvid
ackord-kort, stämplat hjälpkort och ritning samtidigt utlämnas.
Allt efter som operation för operation utföres vandrar
förpassningssedeln från maskingrupp till maskingrupp. Om
tempoavsyning förekommer måste förpassningssedeln dock
kvarstanna i ifrågavarande maskins avsyningssektion, tills
orderfördelaren genom avsyningssedeln erhåller rapport
om att operationen godkänts. Orderfördelarens uppgift är
också att ge impuls till transport av material fram till
första maskin samt därefter mellan de efterföljande
maskinerna. Därvid överlämnas strax före en detaljs start såväl
materialrekvisition, följesedel som materialsedel till
trans-portförmannen. Följesedeln följer sedan med godset på
dess vandring genom de olika avdelningarna, medan
materialsedeln återlämnas till orderfördelaren med notering,
att materialet är framforslat till maskinen i lråga
Orderfördelaren river då av ena perforerade hörnet på
förpassningssedeln och arbetet är klart att utlämnas vid nästa
byte. Det andra perforerade hörnet på förpassningssedeln
avriver orderfördelaren när ev. förekommande verktyg
medelst verktygssedeln inrapporteras såsom tillgängligt.
Bevakning och kontroll
Bland de viktigaste funktionerna i en planering äro
bevakning och kontroll. Förut har nämnts, att huvudkorten
i Centralplaneringens tavlor på ett mycket tidigt skede
bevakade ritningarna från konstruktionsavdelningarna. När
sedan huvudkorten utbytts mot bevakningskort fortsätter
emellertid bevakningen genom sistnämnda korts olika
lägen i bevakningsfältet. På så sätt bevakas utsändning
av order, operationsanalys, material, bearbetning startad
och slutförd samt montage startat och slutfört. Vid
rapportering mellan Centralplaneringen och
Bevakningskontoret tjänstgör tillverkningsorderns rapportkopia, vilken
även användes som materialrapport mellan dessa
avdelningar. För bevakning av såväl internt tillverkat som köpt
material finns nämligen på Centralplaneringen en särskild
materialbevakare.
Då varje bevakningskort på Centralplaneringen motsvaras
av en tillverkningsorder, som omfattar en grupp av
detaljer, erhåller sistnämnda avdelning endast rapport då
bearbetning av första detaljen påbörjas och sedan när
sista detaljen färdigställts. Det gäller då att även få
bevakning på atla mellanliggande operationer. Denna bevakning
utförs av Bevakningskontoret, varifrån Centralplaneringen
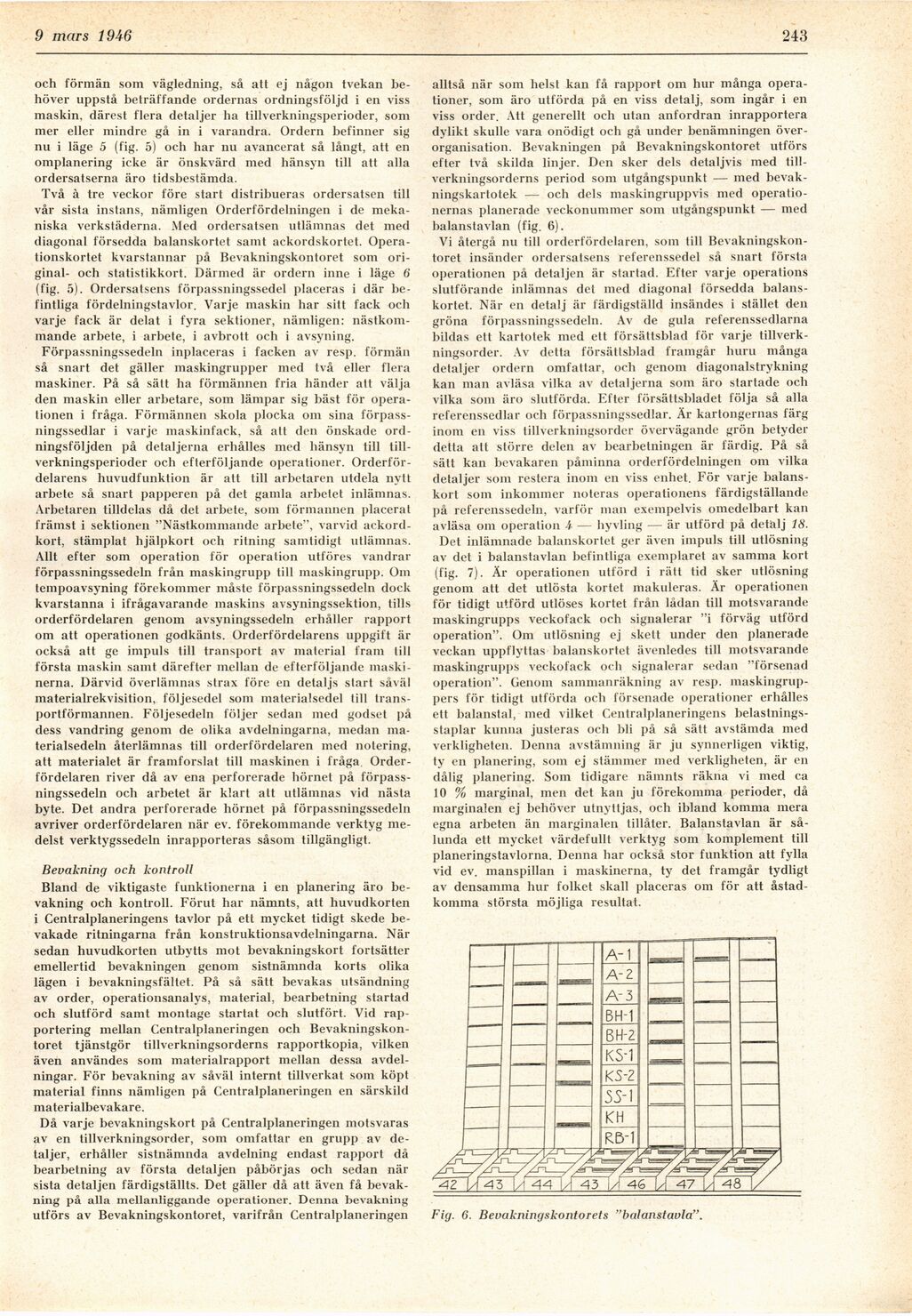
alltså när som helst kan få rapport om hur många
operationer, som äro utförda på en viss detalj, som ingår i en
viss order. Att generellt och utan anfordran inrapportera
dylikt skulle vara onödigt och gå under benämningen
överorganisation. Bevakningen på Bevakningskontoret utförs
efter två skilda linjer. Den sker dels detaljvis med
tillverkningsorderns period som utgångspunkt — med
bevakningskartotek — och dels maskingruppvis med
operationernas planerade veckonummer som utgångspunkt — med
balanstavlan (fig. 6).
Vi återgå nu till orderfördelaren, som till
Bevakningskontoret insänder ordersatsens referenssedel så snart första
operationen på detaljen är startad. Efter varje operations
slutförande inlämnas det med diagonal försedda
balanskortet. När en detalj är färdigställd insändes i stället den
gröna förpassningssedeln. Av de gula referenssedlarna
bildas ett kartotek med ett försättsblad för varje
tillverkningsorder. Av detta försättsblad framgår huru många
detaljer ordern omfattar, och genom diagonalstrykning
kan man avläsa vilka av detaljerna som äro startade och
vilka som äro slutförda. Efter försättsbladet följa så alla
referenssedlar och förpassningssedlar. Är kartongernas färg
inom en viss tillverkningsorder övervägande grön betyder
detta att större delen av bearbetningen är färdig. På så
sätt kan bevakaren påminna orderfördelningen om vilka
detaljer som restera inom en viss enhet. För varje
balanskort som inkommer noteras operationens färdigställande
på referenssedeln, varför man exempelvis omedelbart kan
avläsa om operation i — hyvling — är utförd på detalj 18.
Det inlämnade balanskortet ger även impuls till utlösning
av det i balanstavlan befintliga exemplaret av samma kort
(fig. 7). Är operationen utförd i rätt tid sker utlösning
genom att det utlösta kortet makuleras. Är operationen
för tidigt utförd utlöses kortet från lådan till motsvarande
maskingrupps veckofack och signalerar "i förväg utförd
operation". Om utlösning ej skett under den planerade
veckan uppflyttas balanskortet ävenledes till motsvarande
maskingrupps veckofack och signalerar sedan "försenad
operation". Genom sammanräkning av resp.
maskingruppers för tidigt utförda och försenade operationer erhålles
ett balanstal, med vilket Centralplaneringens
belastningsstaplar kunna justeras och bli på så sätt avstämda med
verkligheten. Denna avstämning är ju synnerligen viktig,
ty en planering, som ej stämmer med verkligheten, är en
dålig planering. Som tidigare nämnts räkna vi med ca
10 % marginal, men det kan ju förekomma perioder, då
marginalen ej behöver utnyttjas, och ibland komma mera
egna arbeten än marginalen tillåter. Balanstavlan är
sålunda ett mycket värdefullt verktyg som komplement till
planeringstavlorna. Denna har också stor funktion att fylla
vid ev. manspillan i maskinerna, ty det framgår tydligt
av densamma hur folket skall placeras om för att
åstadkomma största möjliga resultat.
Fig. 6. Bevakningskontorets "balanstavla".
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}