
Full resolution (JPEG) - On this page / på denna sida - H. 47. 20 december 1947 - Verktygsutställningen i Chicago, av Gunnar Lundgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 december 19 Al
951
Verktygsmaskinutställningen
i Chicago
Civilingenjör Gunnar Lundgren, Stockholm
061.4 : 621.9(73)
Den 17—26 september 1947 hölls i Chicago den hittills
största utställningen av verktygsmaskiner. Utställningslokal
var en hall på 45 000 m2 i Dodge’s Chicago-fabrik, världens
största fabrik, som användes för att bygga bombplan
under kriget. Över 175 000 industrimän besökte utställningen,
däribland flera tusen från Europa och Sydamerika. Ett
hundratal svenskar märktes bland besökarna. På
utställningen visades praktiskt taget alla nya maskiner som
amerikansk verktygsindustri har skapat fram under och
efter kriget, och i tekniskt avseende måste utställningen
betraktas som en succé. Utställarna hade nedlagt ett
enormt arbete på att visa besökarna så mycket som
möjligt. De fyra största utställarna, Gisholt, Cincinnati Milling,
Warner & Swasey och Monarch, hade ca 30 maskiner var,
de flesta av dessa nykonstruktioner.
Den allmänna utvecklingslinjen har varit att få högre
produktivitet såväl inom massproduktion som blandad
tillverkning. Det är givet, att de höga arbetslönerna
pressar fram denna ökade produktivitet och större
automatisering och gör att det lönar sig med de större
kapitalinvesteringar, som förbättringarna ju måste medföra. I en
del fall är kostnaden för hög för att det skall löna sig
att använda maskinerna inom svensk tillverkning, men
mestadels ger de korta bearbetningstiderna sådana
oerhörda vinster, att svensk industri måste begagna de nya
maskinerna för att hålla sig konkurrenskraftig och
därjämte kunna ge vårt land en högre levnadsstandard. Bland
de nyare dragen i konstruktionerna märkes den allt större
användningen av radiorör för att kontrollera rörelser och
hastigheter samt automatisk laddning och lossning och
transport mellan maskiner, som ju kommer att helt
kunna eliminera arbetskraft.
Den allmännaste bearbetningen inom verkstäderna är
svarvning i dess olika former, och här har en markant
utveckling skett för att nedbringa uppsättningstider och
stycktider. Detta har varit möjligt, mycket tack vare att
hårdmetaller numera användes över lag i USA, nu med
positiva vinklar — med ungefär samma skärhastigheter
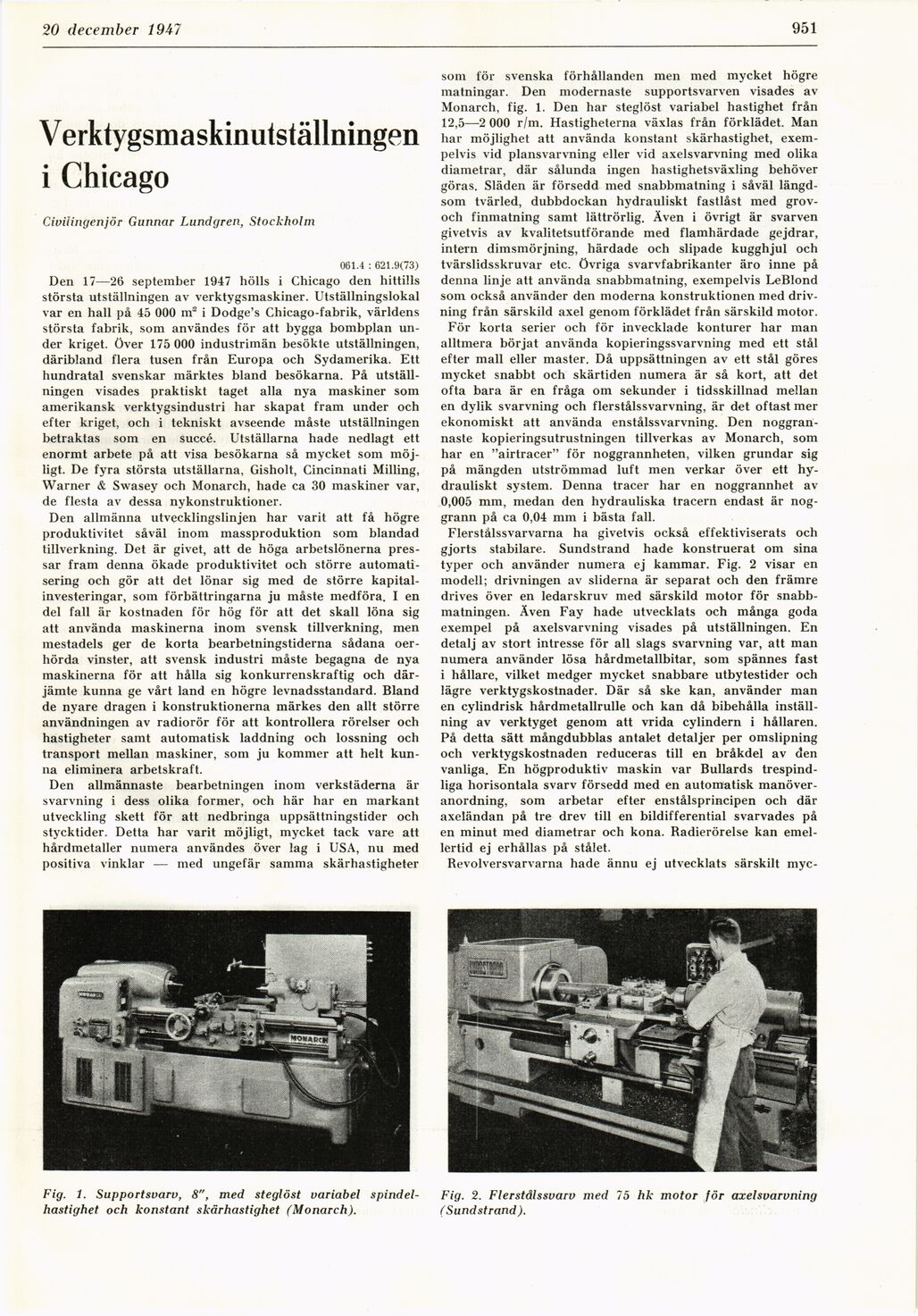
Fig. 1. Supportsvarv, 8", med steglöst variabel
spindelhastighet och konstant skärhastighet (Monarch).
som för svenska förhållanden men med mycket högre
matningar. Den modernaste supportsvarven visades av
Monarch, fig. 1. Den har steglöst variabel hastighet från
12,5—2 000 r/m. Hastigheterna växlas från förklädet. Man
har möjlighet att använda konstant skärhastighet,
exempelvis vid plansvarvning eller vid axelsvarvning med olika
diametrar, där sålunda ingen hastighetsväxling behöver
göras. Släden är försedd med snabbmatning i såväl
längd-som tvärled, dubbdockan hydrauliskt fastlåst med
grov-och finmatning samt lättrörlig. Även i övrigt är svarven
givetvis av kvalitetsutförande med flamhärdade gejdrar,
intern dimsmörjning, härdade och slipade kugghjul och
tvärslidsskruvar etc. övriga svarvfabrikanter äro inne på
denna linje att använda snabbmatning, exempelvis LeBlond
som också använder den moderna konstruktionen med
drivning från särskild axel genom förklädet från särskild motor.
För korta serier och för invecklade konturer har man
alltmera börjat använda kopieringssvarvning med ett stål
efter mall eller master. Då uppsättningen av ett stål göres
mycket snabbt och skärtiden numera är så kort, att det
ofta bara är en fråga om sekunder i tidsskillnad mellan
en dylik svarvning och flerstålssvarvning, är det oftast mer
ekonomiskt att använda enstålssvarvning. Den
noggrannaste kopieringsutrustningen tillverkas av Monarch, som
har en "airtracer" för noggrannheten, vilken grundar sig
på mängden utströmmad luft men verkar över ett
hydrauliskt system. Denna tracer har en noggrannhet av
0,005 mm, medan den hydrauliska tracern endast är
noggrann på ca 0,04 mm i bästa fall.
Flerstålssvarvarna ha givetvis också effektiviserats och
gjorts stabilare. Sundstrand hade konstruerat om sina
typer och använder numera ej kammar. Fig. 2 visar en
modell; drivningen av sliderna är separat och den främre
drives över en ledarskruv med särskild motor för
snabbmatningen. Även Fay hade utvecklats och många goda
exempel på axelsvarvning visades på utställningen. En
detalj av stort intresse för all slags svarvning var, att man
numera använder lösa hårdmetallbitar, som spännes fast
i hållare, vilket medger mycket snabbare utbytestider och
lägre verktygskostnader. Där så ske kan, använder man
en cylindrisk hårdmetallrulle och kan då bibehålla
inställning av verktyget genom att vrida cylindern i hållaren.
På detta sätt mångdubblas antalet detaljer per omslipning
och verktygskostnaden reduceras till en bråkdel av den
vanliga. En högproduktiv maskin var Bullards
trespind-liga horisontala svarv försedd med en automatisk
manöver-anordning, som arbetar efter enstålsprincipen och där
axeländan på tre drev till en bildifferential svarvades på
en minut med diametrar och kona. Radierörelse kan
emellertid ej erhållas på stålet.
Revolversvarvarna hade ännu ej utvecklats särskilt myc-
Fig. 2. Flerstålssvarv med 75 hk motor för axelsvarvning
(Sundstrand ).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}