
Full resolution (JPEG) - On this page / på denna sida - H. 33. 11 september 1948 - Framsteg inom icke-järnmetallurgin, av A J Murphy
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 september 1948
561
Framsteg inom icke-järnmetallurgin
Ehuru den följande framställningen i huvudsak
baserar sig på vad som på icke-järnmetallernas
område har hänt i England under de senaste tio
åren, utgör den samtidigt en översikt av vad som
har blivit klarlagt i hela världen. Under sex av
dessa tio år syftade alla ansträngningar till ett
lyckligt slutförande av kriget. Att detta kunde
uppnås beror dels på införandet av nya metoder
för ökad produktion och dels på sträng
sparsamhet i förbrukningen av metaller, som var svåra
att anskaffa. Att vapenindustrin samtidigt
frågade efter lämpliga legeringar, med egenskaper
överlägsna redan befintliga och med större
tillförlitlighet, gav forskningen en bestämd
inriktning, som i någon mån förklarar valet av de här
medtagna legeringarna — huvudsakligen bronser,
aluminium- och magnesiumlegeringar.
Kopparlegeringar
Aluminiumbronserna hade under 1930-talets
sista år nått en stegrad förbrukning ocli genom
krigsutbrottet ökades denna flera gånger om.
Dessa legeringars metallografi hade klarlagts
åren 1908—1911 först av Carpenter och Edwards
och därefter av Rosenhain och Lantsberry, men
möjligheten att praktiskt utnyttja dem hängde
på svårigheten att förhindra bildningen av
oxidskinn i den gjutna metallen, vilken medförde
oregelbundenheter hos hållfasthetsegenskaperna
och korrosionen såväl hos produkter av smidda
göt som hos sandgjutna föremål. Genom
fransmannen Durvilles process hävdes dessa
svårigheter i och med att den smälta metallen kunde
tappas från ett kärl i ett annat, skyddad från
oxidation genom en seg ythud, som hela tiden
hindrade den smälta metallen att komma i direkt
beröring med luften.
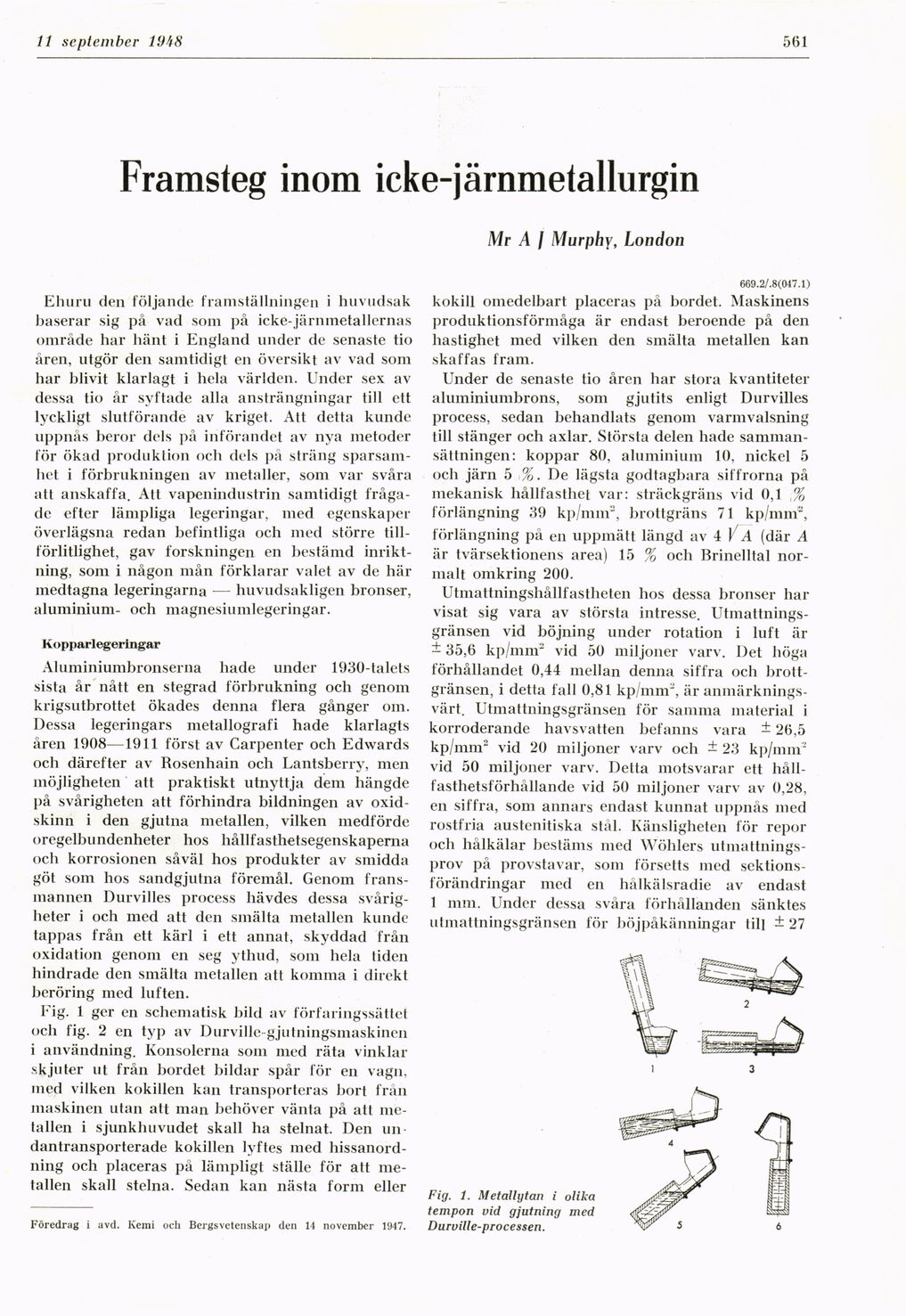
Fig. 1 ger en schematisk bild av förfaringssättet
och fig. 2 en typ av Durville gjutningsmaskinen
i användning. Konsolerna som med räta vinklar
skjuter ut från bordet bildar spår för en vagn,
med vilken kokillen kan transporteras bort från
maskinen utan att man behöver vänta på att
metallen i sjunkhuvudet skall ha stelnat. Den
un-dantransporterade kokillen lyftes med
hissanordning och placeras på lämpligt ställe för att
metallen skall stelna. Sedan kan nästa form eller
Föredrag i avd. Kemi och Bergsvetenskap den 14 november 1947.
Mr A I Murphy, London
669.2/.8(047.1)
kokill omedelbart placeras på bordet. Maskinens
produktionsförmåga är endast beroende på den
hastighet med vilken den smälta metallen kan
skaffas fram.
Under de senaste tio åren har stora kvantiteter
aluminiumbrons, som gjutits enligt Durvilles
process, sedan behandlats genom varmvalsning
till stänger och axlar. Största delen hade
sammansättningen: koppar 80, aluminium 10, nickel 5
och järn 5 %. De lägsta godtagbara siffrorna på
mekanisk hållfasthet var: sträckgräns vid 0,1 %
förlängning 39 kp/mnr, brottgräns 71 kp/mnr,
förlängning på en uppmätt längd av 4 ]’A (där A
är tvärsektionens area) 15 % och Brinelltal
normalt omkring 200.
Utmattningshållfastheten hos dessa bronser har
visat sig vara av största intresse.
Utmattnings-gränsen vid böjning under rotation i luft är
- 35,6 kp/mnr vid 50 miljoner varv. Det höga
förhållandet 0,44 mellan denna siffra och
brottgränsen, i detta fall 0,81 kp/mnr, är
anmärkningsvärt. Utmattningsgränsen för samma material i
korroderande havsvatten befanns vara - 26,5
kp/mnr vid 20 miljoner varv och ± 23 kp/nim2
vid 50 miljoner varv. Detta motsvarar ett
hållfasthetsförhållande vid 50 miljoner varv av 0,28,
en siffra, som annars endast kunnat uppnås med
rostfria austenitiska stal. Känsligheten för repor
och hålkälar bestäms med Wöhlers
utmattnings-prov på provstavar, som försetts med
sektionsförändringar med en hålkälsradie av endast
1 mm. Under dessa svåra förhållanden sänktes
utmattningsgränsen för böjpåkänningar till - 27
Fig. 1. Metallytan i olika
tempon vid gjutning med
Durville-processen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}