
Full resolution (JPEG) - On this page / på denna sida - H. 37. 15 oktober 1949 - Erfarenheter av »Methods-Time Measurement», av Ricarhd Muther
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 oktober 1949
737
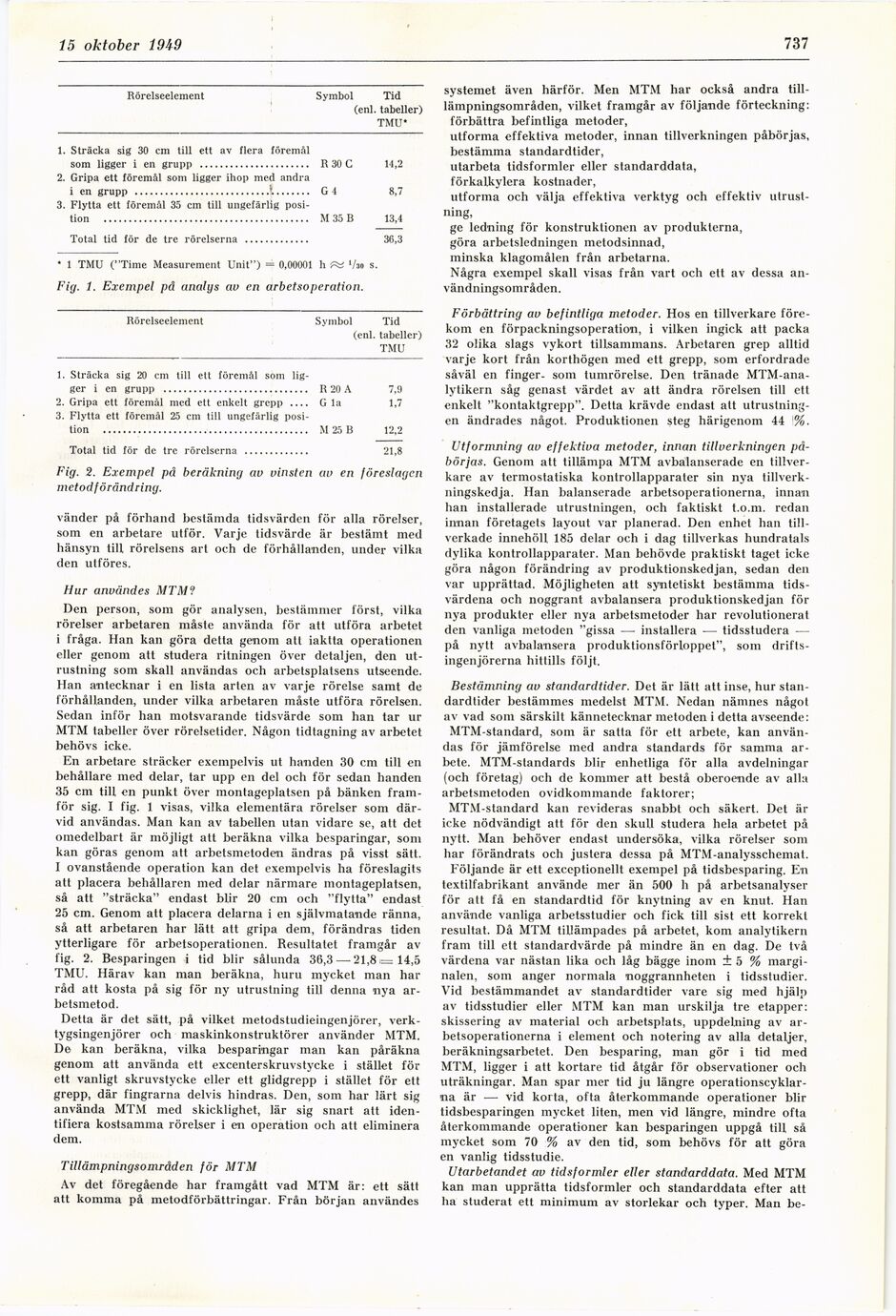
Rörelseelement Symbol Tid
(enl. tabeller)
TMU*
1. Sträcka sig 30 cm till ett av flera föremål
som ligger i en grupp ............................................R 30 C 14,2
2. Gripa ett föremål som ligger ihop med andra
i en grupp ...........................t..............G 4 8,7
3. Flytta ett föremål 35 cm till ungefärlig
position ..................................................................................M 35 B 13,4
Total tid för de tre rörelserna ..........................36,3
* 1 TMU ("Time Measurement Unit") = 0,00001 h ’/so s.
Fig. 1. Exempel på analys au en arbetsoperation.
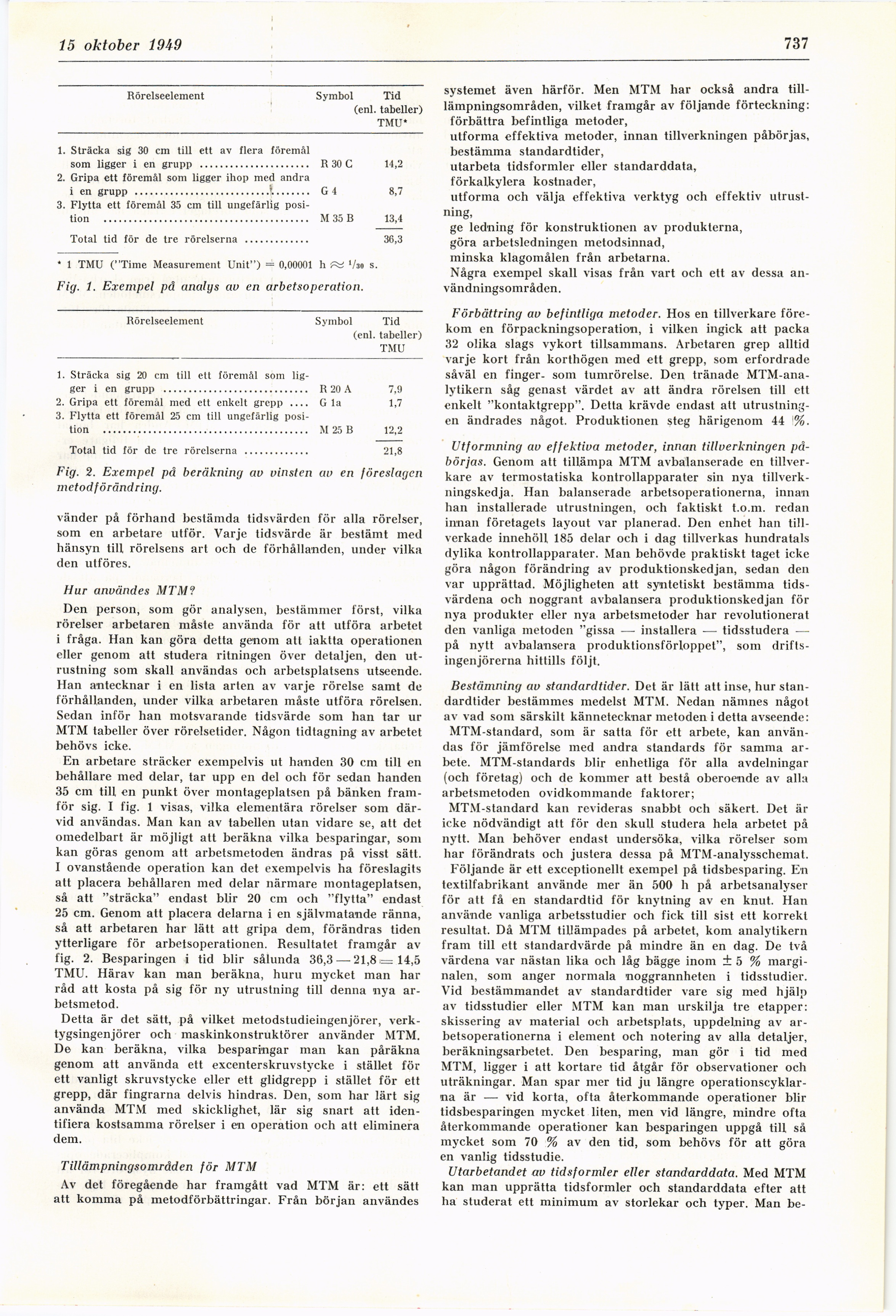
Rörelseelement Symbol Tid
(enl. tabeller)
TMU
1. Sträcka sig 20 cm till ett föremål som
ligger i en grupp ..........................................................R 20 A 7,9
2. Gripa ett föremål med ett enkelt grepp ________G la 1,7
3. Flytta ett föremål 25 cm till ungefärlig
position ..................................................................................M 25 B 12,2
Total tid för de tre rörelserna ..........................21,8
Fig. 2. Exempel på beräkning av vinsten av en föreslagen
metod förändring.
vänder på förhand bestämda tidsvärden för alla rörelser,
som en arbetare utför. Varje tidsvärde är bestämt med
hänsyn till rörelsens art och de förhållanden, under vilka
den utföres.
Hur användes MTM1
Den person, som gör analysen, bestämmer först, vilka
rörelser arbetaren måste använda för att utföra arbetet
i fråga. Han kan göra detta genom atl iaktta operationen
eller genom att studera ritningen över detaljen, den
utrustning som skall användas och arbetsplatsens utseende.
Han antecknar i en lista arten av varje rörelse samt de
förhållanden, under vilka arbetaren måste utföra rörelsen.
Sedan inför han motsvarande tidsvärde som han tar ur
MTM tabeller över rörelsetider. Någon tidtagning av arbetet
behövs icke.
En arbetare sträcker exempelvis ut handen 30 cm till en
behållare med delar, tar upp en del och för sedan handen
35 cm till en punkt över montageplatsen på bänken
framför sig. I fig. 1 visas, vilka elementära rörelser som
därvid användas. Man kan av tabellen utan vidare se, att det
omedelbart är möjligt att beräkna vilka besparingar, som
kan göras genom att arbetsmetoden ändras på visst sätt.
I ovanstående operation kan det exempelvis ha föreslagits
att placera behållaren med delar närmare montageplatsen,
så att "sträcka" endast blir 20 cm och "flytta" endast
25 cm. Genom att placera delarna i en självmatande ränna,
så att arbetaren har lätt att gripa dem, förändras tiden
ytterligare för arbetsoperationen. Resultatet framgår av
fig. 2. Besparingen i tid blir sålunda 36,3 — 21,8 = 14,5
TMU. Härav kan man beräkna, huru mycket man har
råd att kosta på sig för ny utrustning till denna nya
arbetsmetod.
Detta är det sätt, på vilket metodstudieingenjörer,
verktygsingenjörer och maskinkonstruktörer använder MTM.
De kan beräkna, vilka besparingar man kan påräkna
genom att använda ett excenterskruvstycke i stället för
ett vanligt skruvstycke eller ett glidgrepp i stället för ett
grepp, där fingrarna delvis hindras. Den, som har lärt sig
använda MTM med skicklighet, lär sig snart att
identifiera kostsamma rörelser i en operation och att eliminera
dem.
Tillämpningsområden för MTM
Av det föregående har framgått vad MTM är: ett sätt
att komma på metodförbättringar. Från början användes
systemet även härför. Men MTM har också andra
till-lämpningsområden, vilket framgår av följande förteckning:
förbättra befintliga metoder,
utforma effektiva metoder, innan tillverkningen påbörjas,
bestämma standardtider,
utarbeta tidsformler eller standarddata,
förkalkylera kostnader,
utforma och välja effektiva verktyg och effektiv
utrustning,
ge ledning för konstruktionen av produkterna,
göra arbetsledningen metodsinnad,
minska klagomålen från arbetarna.
Några exempel skall visas från vart och ett av dessa
användningsområden.
Förbättring av befintliga metoder. Hos en tillverkare
förekom en förpackningsoperation, i vilken ingick att packa
32 olika slags vykort tillsammans. Arbetaren grep alltid
varje kort från korthögen med ett grepp, som erfordrade
såväl en finger- som tumrörelse. Den tränade
MTM-ana-lytikern såg genast värdet av att ändra rörelsen till ett
enkelt "kontaktgrepp". Detta krävde endast alt
utrustningen ändrades något. Produktionen steg härigenom 44 %.
Utformning av effektiva metoder, innan tillverkningen
påbörjas. Genom att tillämpa MTM avbalanserade en
tillverkare av termostatiska kontrollapparater sin nya
tillverkningskedja. Han balanserade arbetsoperationerna, innan
han installerade utrustningen, och faktiskt t.o.m. redan
innan företagets layout var planerad. Den enhet han
tillverkade innehöll 185 delar och i dag tillverkas hundratals
dylika kontrollapparater. Man behövde praktiskt taget icke
göra någon förändring av produktionskedjan, sedan den
var upprättad. Möjligheten att syntetiskt bestämma
tidsvärdena och noggrant avbalansera produktionskedjan för
nya produkter eller nya arbetsmetoder har revolutionerat
den vanliga metoden "gissa — installera — tidsstudera -—
på nytt avbalansera produktionsförloppet", som
driftsingenjörerna hittills följt.
Bestämning av standardtider. Det är lätt att inse, hur
standardtider bestämmes medelst MTM. Nedan nämnes något
av vad som särskilt kännetecknar metoden i detta avseende:
MTM-standard, som är satta för ett arbete, kan
användas för jämförelse med andra standards för samma
arbete. MTM-slandards blir enhetliga för alla avdelningar
(och företag) och de kommer att bestå oberoende av alla
arbetsmetoden ovidkommande faktorer;
MTM-standard kan revideras snabbt och säkert. Det är
icke nödvändigt att för den skull studera hela arbetet på
nytt. Man behöver endast undersöka, vilka rörelser som
har förändrats och justera dessa på MTM-analysschemat.
Följande är ett exceptionellt exempel på tidsbesparing. En
textilfabrikant använde mer än 500 h på arbetsanalyser
för att få en standardtid för knytning av en knut. Han
använde vanliga arbetsstudier och fick till sist ett korrekt
resultat. Då MTM tillämpades på arbetet, kom analytikern
fram till ett standardvärde på mindre än en dag. De två
värdena var nästan lika och låg bägge inom ± 5 %
marginalen, som anger normala noggrannheten i tidsstudier.
Vid bestämmandet av standardtider vare sig med hjälp
av tidsstudier eller MTM kan man urskilja tre etapper:
skissering av material och arbetsplats, uppdelning av
arbetsoperationerna i element och notering av alla detaljer,
beräkningsarbetet. Den besparing, man gör i tid med
MTM, ligger i att kortare tid åtgår för observationer och
uträkningar. Man spar mer tid ju längre
operationscyklarna är —• vid korta, ofta återkommande operationer blir
tidsbesparingen mycket liten, men vid längre, mindre ofta
återkommande operationer kan besparingen uppgå till så
mycket som 70 % av den tid, som behövs för att göra
en vanlig tidsstudie.
Utarbetandet av tidsformler eller standarddata. Med MTM
kan man upprätta tidsformler och standarddata efter att
ha studerat ett minimum av storlekar och typer. Man be-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}