
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1951 - Andras erfarenheter - Förpackning av äpplen för detaljförsäljning, av SHl - Valsning av band ur stålpulver, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
IS oktober 1951 87
Först användes nätpåsar, men härvid kunde inte helt
undvikas, att en del äpplen fick märken under transporten.
Man har nu övergått till påsar av polyetylen eller
plio-film. De rymmer 3, 4 eller 5 lb (1,4; 1,8; 2,3 kg) och
packas utan träull eller annat packmaterial i kartonger
för transport från grossisten till detaljhandlaren. Man har
funnit, att skadorna på äpplen och påsar blir mycket små,
om de senare görs rymliga (E W Carlsen i Mod. Packaging
maj 1951). SHl
Valsning av band ur stålpulver. En av
pulvermetallurgins viktigaste fördelar är, att formning genom pressning
och sintring ger färdiga arbetsstycken utan dyrbara
efterarbeten. Press- och sintringstekniken har nått hög
utveckling och får ständigt allt större betydelse inom metallurgin.
Hittills har man icke använt valsning vid formgivning av
metallpulver, men utförda experiment har visat, att en
sådan process kan genomföras på ett mycket enkelt sätt med
stålpulver.
Valsningen av detta har vid de flesta försök skett på ett
litet valsverk med 120 mm valsbredd, 70 mm valsdiameter,
24 r/m, drivet av en motor på 3 hk. Det använda pulvret,
som framställts av smält stål RZ-pulver (Ståhl u. Eisen
1948 s. 346), hade följande sammansättning (°/o) vid olika
kornstorlekar:
< 0,30 0,15—0,3 Kornstorlek, mm 0,06—0,3 < 0,15 0,06—0,15 < 0,06
kol _____ .. 0,03 0,03 0,02 0,03 0,03 0,06
mangan , .. 0,19 0,14 0,27 0,23 0,16 0,26
fosfor .. .. 0,028 0,044 0,028 0,012 0,036 0,068
svavel .., .. 0,017 0,032 0,014 0,017 0,022 0,056
syre — .. 0,30 0,20 0,44 0,39 0,33 0,54
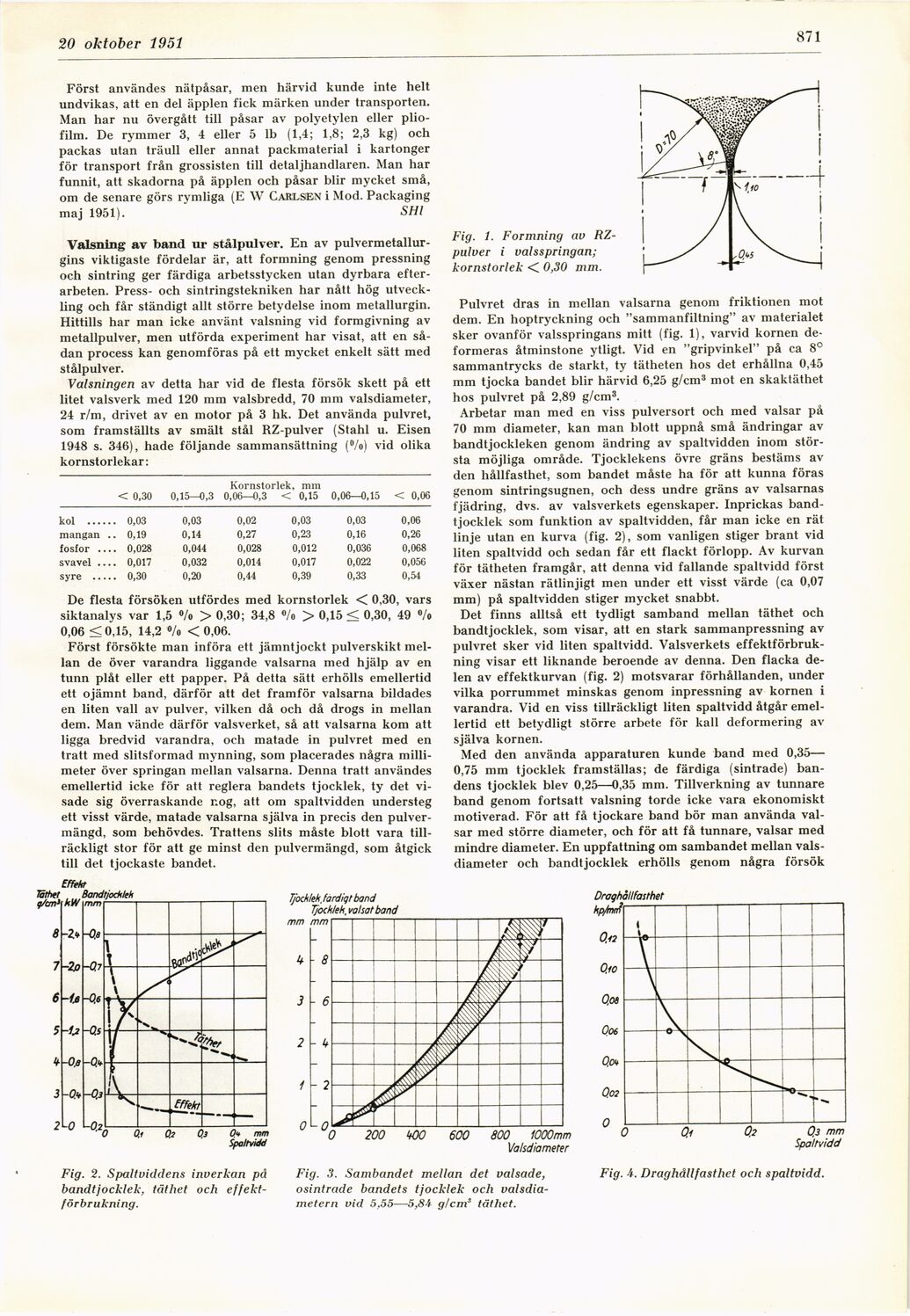
Fig. 1. Formning au
RZ-pulver i valsspringan;
kornstorlek < 0,30 mm.
Pulvret dras in mellan valsarna genom friktionen mot
dem. En hoptryckning och "sammanfiltning" av materialet
sker ovanför valsspringans mitt (fig. 1), varvid kornen
deformeras åtminstone ytligt. Vid en "gripvinkel" på ca 8°
sammantrycks de starkt, ty tätheten hos det erhållna 0,45
mm tjocka bandet blir härvid 6,25 g/cm3 mot en skaktäthet
hos pulvret på 2,89 g/cm3.
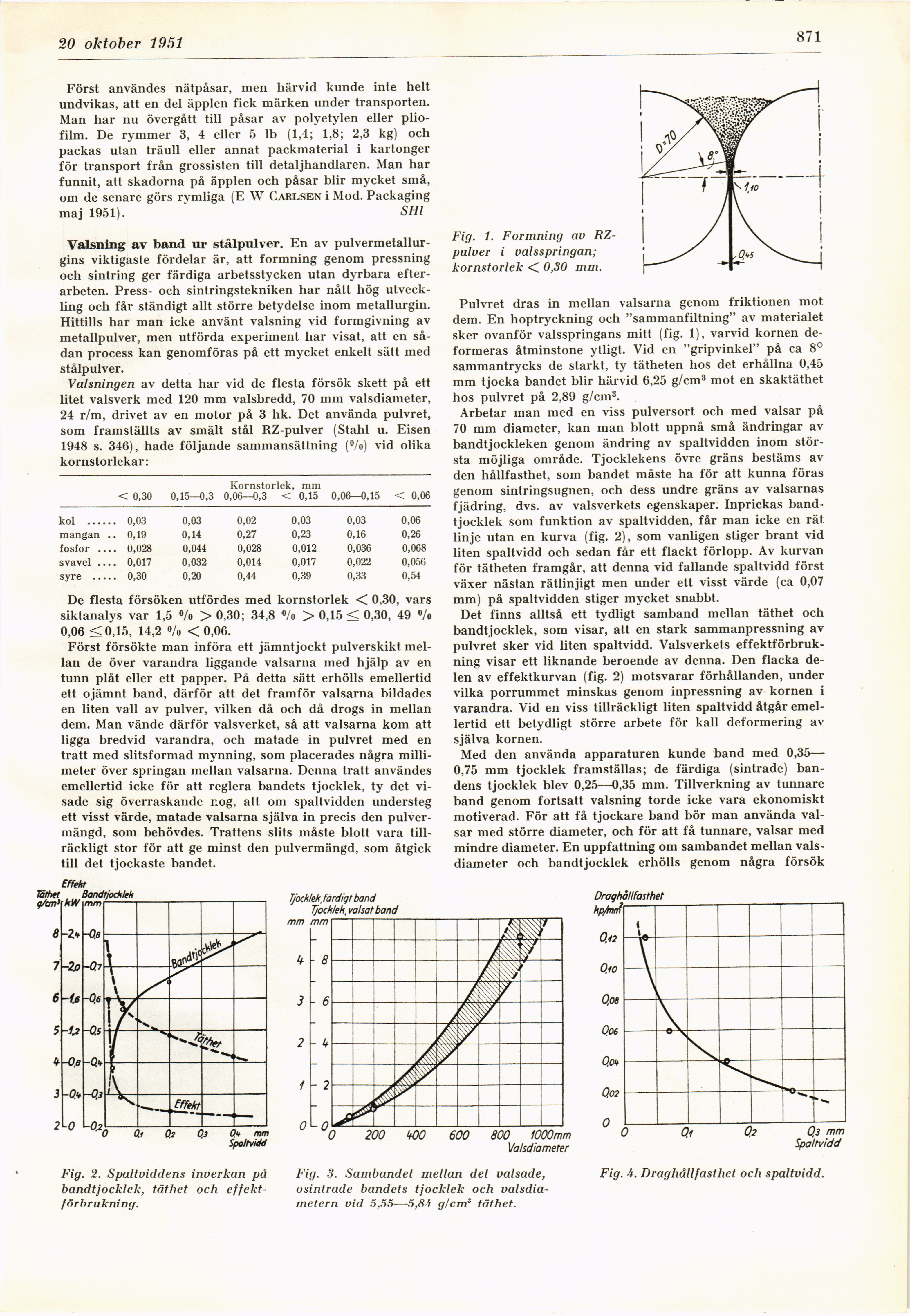
Arbetar man med en viss pulversort och med valsar på
70 mm diameter, kan man blott uppnå små ändringar av
bandtjockleken genom ändring av spaltvidden inom
största möjliga område. Tjocklekens övre gräns bestäms av
den hållfasthet, som bandet måste ha för att kunna föras
genom sintringsugnen, och dess undre gräns av valsarnas
fjädring, dvs. av valsverkets egenskaper. Inprickas
bandtjocklek som funktion av spaltvidden, får man icke en rät
linje utan en kurva (fig. 2), som vanligen stiger brant vid
liten spaltvidd och sedan får ett flackt förlopp. Av kurvan
för tätheten framgår, att denna vid fallande spaltvidd först
växer nästan rätlinjigt men under ett visst värde (ca 0,07
mm) på spaltvidden stiger mycket snabbt.
Det finns alltså ett tydligt samband mellan täthet och
bandtjocklek, som visar, att en stark sammanpressning av
pulvret sker vid liten spaltvidd. Valsverkets
effektförbrukning visar ett liknande beroende av denna. Den flacka
delen av effektkurvan (fig. 2) motsvarar förhållanden, under
vilka porrummet minskas genom inpressning av kornen i
varandra. Vid en viss tillräckligt liten spaltvidd åtgår
emellertid ett betydligt större arbete för kall deformering av
själva kornen.
Med den använda apparaturen kunde band med 0,35—
0,75 mm tjocklek framställas; de färdiga (sintrade)
bandens tjocklek blev 0,25—0,35 mm. Tillverkning av tunnare
band genom fortsatt valsning torde icke vara ekonomiskt
motiverad. För att få tjockare band bör man använda
valsar med större diameter, och för att få tunnare, valsar med
mindre diameter. En uppfattning om sambandet mellan
valsdiameter och bandtjocklek erhölls genom några försök
Fig. 2. Spaltviddens inverkan på
bandtjocklek, täthet och
effektförbrukning.
Fig. 3. Sambandet mellan det valsade,
osintrade bandets tjocklek och
valsdiametern viel 5,55—5,84 g/cms täthet.
Fig. 4. Draghållfasthet och spaltvidd.
De flesta försöken utfördes med kornstorlek < 0,30, vars
siktanalys var 1,5 «/o > 0,30; 34,8 % > 0,15 < 0,30, 49 °/o
0,06 <0,15, 14,2 «/o < 0,06.
Först försökte man införa ett jämntjockt pulverskikt
mellan de över varandra liggande valsarna med hjälp av en
tunn plåt eller ett papper. På detta sätt erhölls emellertid
ett ojämnt band, därför att det framför valsarna bildades
en liten vall av pulver, vilken då och då drogs in mellan
dem. Man vände därför valsverket, så att valsarna kom att
ligga bredvid varandra, och matade in pulvret med en
tratt med slitsformad mynning, som placerades några
millimeter över springan mellan valsarna. Denna tratt användes
emellertid icke för att reglera bandets tjocklek, ty det
visade sig överraskande nog, att om spaltvidden understeg
ett visst värde, matade valsarna själva in precis den
pulvermängd, som behövdes. Trattens slits måste blott vara
tillräckligt stor för att ge minst den pulvermängd, som åtgick
till det tjockaste bandet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}