
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 16 - Aluminium och dess bearbetning, av Vilhelm Christiansen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
sion av aluminiet. I enkla fall duger bestrykning
med bitumen, läcker eller pastor. Under
svårare förhållanden får man tillgripa mellanlägg
av gummi, konsthartser (Neoprene),
fibermaterial etc.
Bland svetsmetoderna får argonbågsvetsning
starkt växande betydelse. I princip tillämpas
därvid två olika tillvägagångssätt vanligen
benämnda argonvolfram (AW)- och
argonmetall-bågsvetsmetoden (AMB). Vid den förstnämnda,
som utföres med växelström som värmekälla,
får en ljusbåge brinna mellan en i en
elektrod-hållare fästad, icke smältande volframelektrod
och arbetsstycket. Svetstråden tillföres
strömlös som vid gassvetsning. Vid AMB-svetsning,
som utföres uteslutande med likström, brinner
ljusbågen mellan den kontinuerligt smältande
blanka svetstråden (pluspol), som alltså leder
svetsströmmen, och arbetsstycket (minuspol).
I båda fallen skyddas ljusbågen, den smältande
svetstråden och svetszonen med argongas.
Utmärkande för argonbågsvetsning är
bortfallande av flussmedel, starkt koncentrerad
värmepåverkad zon, hög svetshastighet samt
god anpassbarhet till material och
arbetsförhållanden. Tack vare skyddet genom ädelgasen
argon hindras ej smältflödet genom att
oxidfilmer bildas. Eftersom flussmedel ej erfordras,
bortfaller all rengöring av svetsen från
fluss-medelsrester. Tack vare den höga
svetshastig-heten (vid ABM-svetsning ca 0,7 m/min vid
4 m plåttjocklek och ca 0,35 m/min vid 20 mm)
blir den av värme påverkade zonen smalare,
och hållfasthetsminskningen vid kallbearbetat
eller vid härdat material mindre än vid andra
smältsvetsmetoder. Eftersom mindre värme
överföres till arbetsstycket blir även
svetsspän-ningar, kastningar och risken för sprickning
mindre.
Korrosionsskyddande och dekorativ
ytbehandling
För de flesta ändamål är den yta aluminiet
erhåller vid omsorgsfullt utförd valsning,
strängpressning, dragning och gjutning fullt
tillfredsställande. Vid kopparfria legeringar
erbjuder det naturliga oxidskiktet, som vid skada
snabbt återbildas, i allmänhet tillräckligt skydd
mot atmosfäriska angrepp. För att då så
fordras ytterligare förbättra korrosionsmotståndet,
för att få viss eftersträvad dekorativ verkan
eller av andra orsaker har emellertid utarbetats
kemiska och elektrolytiska
ytbehandlingsmetoder, genom vilka oxidskiktet på aluminiets yta
avsevärt förstärkes. Bl.a. är dylika metoder
aktuella för sådant aluminiummaterial, som
användes inom byggnadsindustrin.
Ett stort antal kemiska metoder för
förstärkning av oxidskiktet tillämpas. De kan bestå i
åstadkommandet av olika slags skyddsskikt:
böhmitskikt (AL,Os • H„0) genom behandling i
kokande vatten eller i över 100° C ånga, största
tjocklek 0,7—2^; vid reaktion med kallt vatten
bildas bayerit (A1203 • 3 H20), som har
väsentligt sämre skyddsverkan än böhmit;
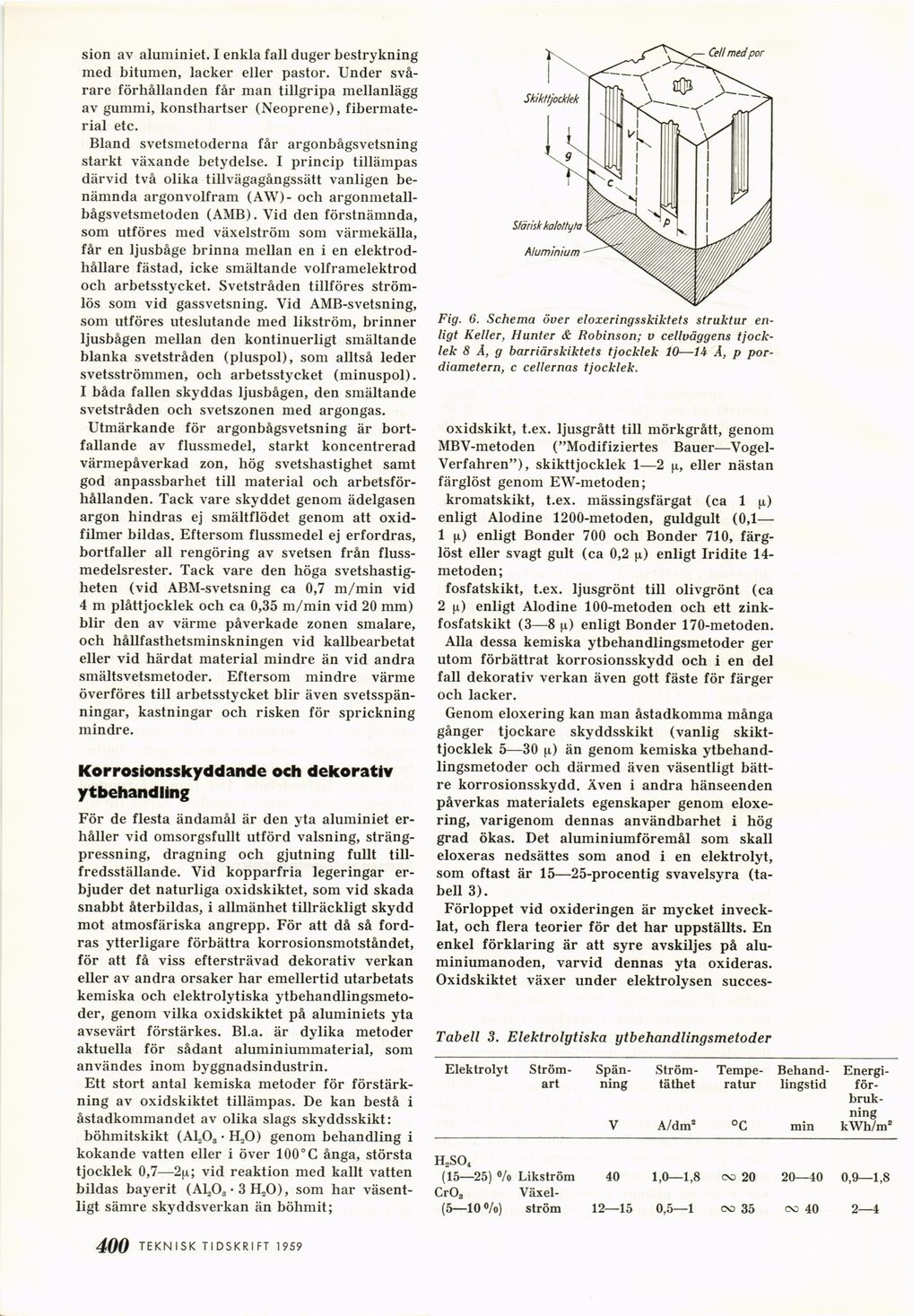
Fig. 6. Schema över eloxeringsskiktets struktur
enligt Keller, Hunter & Robinson; v cellväggens
tjocklek 8 Å, g barriärskiktets tjocklek 10—14 Å, p
por-diametern, c cellernas tjocklek.
oxidskikt, t.ex. ljusgrått till mörkgrått, genom
MBV-metoden ("Modifiziertes
Bauer—Vogel-Verfahren"), skikttjocklek 1—2 eller nästan
färglöst genom EW-metoden;
kromatskikt, t.ex. mässingsfärgat (ca 1 |x)
enligt Alodine 1200-metoden, guldgult (0,1—
1 n) enligt Bönder 700 och Bönder 710,
färglöst eller svagt gult (ca 0,2 n) enligt Iridite
14-metoden;
fosfatskikt, t.ex. ljusgrönt till olivgrönt (ca
2 y.) enligt Alodine 100-metoden och ett
zink-fosfatskikt (3—8 ja) enligt Bönder 170-metoden.
Alla dessa kemiska ytbehandlingsmetoder ger
utom förbättrat korrosionsskydd och i en del
fall dekorativ verkan även gott fäste för färger
och läcker.
Genom eloxering kan man åstadkomma många
gånger tjockare skyddsskikt (vanlig
skikttjocklek 5—30 n) än genom kemiska
ytbehandlingsmetoder och därmed även väsentligt
bättre korrosionsskydd. Även i andra hänseenden
påverkas materialets egenskaper genom
eloxering, varigenom dennas användbarhet i hög
grad ökas. Det aluminiumföremål som skall
eloxeras nedsättes som anod i en elektrolyt,
som oftast är 15—25-procentig svavelsyra
(tabell 3).
Förloppet vid oxideringen är mycket
invecklat, och flera teorier för det har uppställts. En
enkel förklaring är att syre avskiljes på
aluminiumanoden, varvid dennas yta oxideras.
Oxidskiktet växer under elektrolysen succes-
Tabell 3. Elektrolytiska ytbehandlingsmetoder
Elektrolyt [-Strömart Spänning-] {+Ström- art Spän- ning+} V [-Strömtäthet-] {+Ström- täthet+} A/dm2 [-Temperatur-] {+Tempe- ratur+} °C [-Behandlingstid-] {+Behand- lingstid+} min [-Energi-för-bruk-ning-] {+Energi- för- bruk- ning+} kWh/m2
h2so4 (15—25) °/o Likström 40 1,0—1,8 oo 20 20—40 0,9—1,8
Cr03 (5—10 °/o) [-Växelström-] {+Växel- ström+} 12—15 0,5—1 oo 35 oo 40 2—4
400 TEKN ISK TI DSKRI FT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}