
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 20 - Sandwichkonstruktioner med cellkärnor av papper, av Bryan R Noton
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
komplicerad utrustning. Uppvärmning och
varaktigt tryck fordras ej vid sammanfogningen.
Limmet får torka, innan ytorna läggs samman.
Torkningen sker antingen i luften eller, för
bästa resultat, i ugn med successiv
uppvärmning. Efter torkningen binder limmet
omedelbart och ger mycket sega och
motståndskraftiga fogar.
De viktigaste stegen i en löpande produktion
av sandwichskivor med kontaktlim är:
täckplåtarna förs av en matningsanordning
under automatiskt arbetande limsprutor,
genom en infrarödugn och sedan till
samman-fogningslokalen;
kärnorna förs genom limbeläggningsvalsen,
hängs på en övre transportör och går genom
infrarödugnen med täckplåtarna;
kärnorna placeras på en av täckplåtarna på
bandet, den andra plåten läggs över kärnan,
och skivan passerar mellan klämvalsarna;
skivorna kan därefter staplas för lagring eller
föras vidare för ytterligare bearbetning.
Med kontaktlim kan man, med en väl
genomtänkt produktionsuppläggning, tillverka 400
kompletta skivor per timme på ett
verkstadsutrymme av 35 nr.
Täckplåtar av plastlaminat
Plastimpregnerade papperskärnor kan
kombineras med praktiskt taget alla förekommande
plastlaminat, 0111 rätt lim och limningsmetod
användes. Vid tillverkningen kan man limma
papperskärnan antingen vid färdiga
plastlaminat eller också vid plastlaminatet samtidigt
med att detta byggs upp och härdas.
De lim som används kan vara baserade på
fenol-, melamin-, polyester-, epoxiharts eller
syntetgummi. Valet av limtyp beror på kraven
på konstruktionen, produktionens omfattning
och de produktionstekniska resurserna. Ett
villkor för att man skall kunna använda
varm-härdande lim är att täckmaterialet tål den
uppvärmning, som fordras för härdningen.
Vid våtuppläggning av armerade epoxi- och
polyesterlaminat limmas kärnan till laminatet
genom att den placeras på det våta laminatet
och under härdningen hålls fixerad mot detta
med lätt tryck.
Täckplåtar av kryssfaner,
träfiberplattor och trä
Papperskärnan kan limmas till träfiberplattor
och kryssfaner med de för trälimning vanliga
fenol- och "förstärkta" karbamidlimmen.
Kontaktlim på syntetgummibas kan även användas
och ger ofta rationellare produktion än äldre
limtyper. Genom val av lämplig sprutvinkel
kan man med några lim få ett spindelnät av
lim över hela honungskakan.
Lim under utveckling
Betydande utvecklingsarbete pågår inom
limindustrin för att man skall få fram lim av
högre styrka för kommersiella, limmade
konstruktioner och även lim, som är ännu enklare att
applicera.
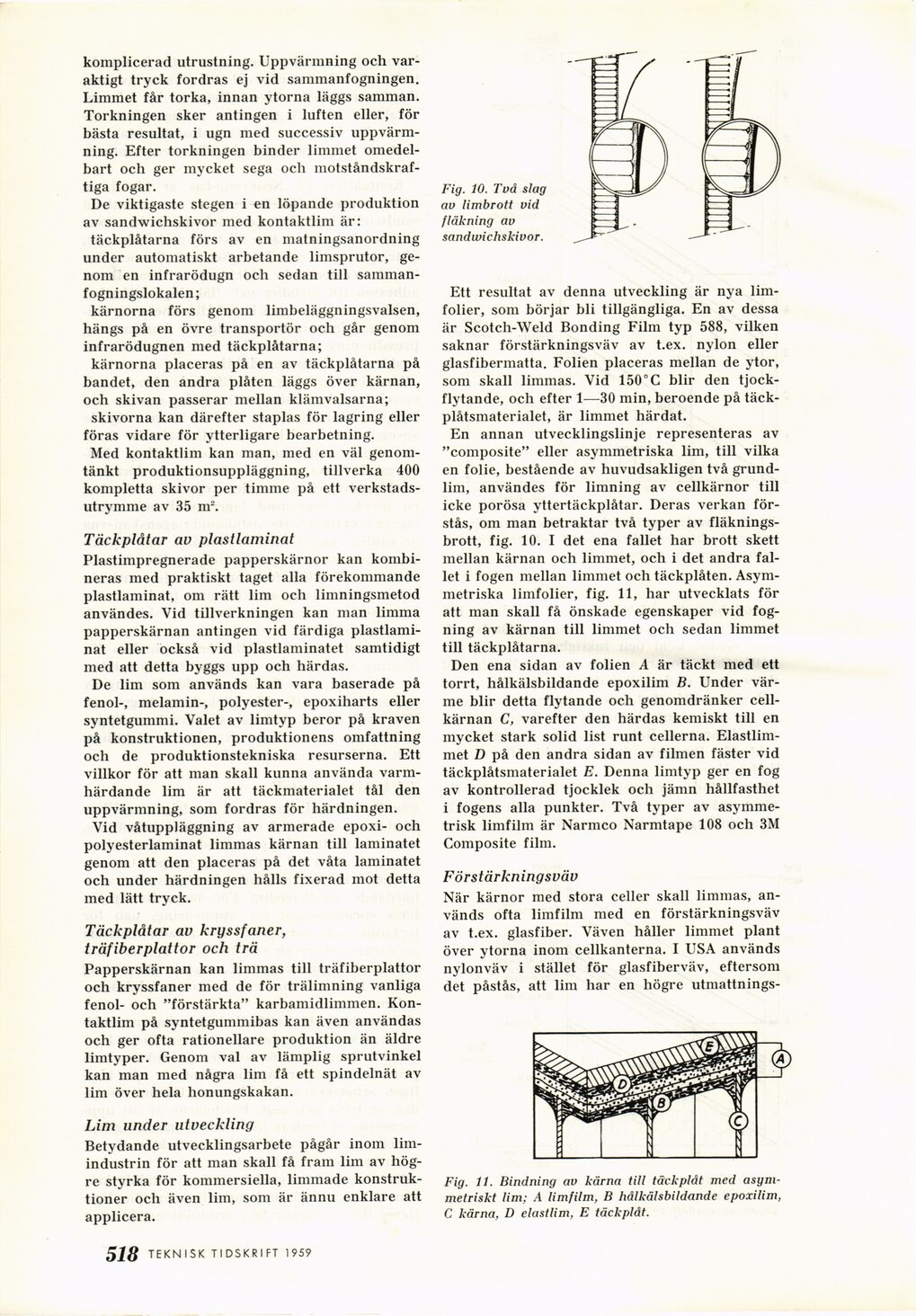
Fig. 10. Två stag
av limbrott vid
fläkning av
sandwichskivor.
Ett resultat av denna utveckling är nya
limfolier, som börjar bli tillgängliga. En av dessa
är Scotch-Weld Bonding Film typ 588, vilken
saknar förstärkningsväv av t.ex. nylon eller
glasfibermatta. Folien placeras mellan de ytor,
som skall limmas. Vid 150°C blir den
tjockflytande, och efter 1—30 min, beroende på
täck-plåtsmaterialet, är limmet härdat.
En annan utvecklingslinje representeras av
"composite" eller asymmetriska lim, till vilka
en folie, bestående av huvudsakligen två
grundlim, användes för limning av cellkärnor till
icke porösa yttertäckplåtar. Deras verkan
förstås, om man betraktar två typer av
fläknings-brott, fig. 10. I det ena fallet har brott skett
mellan kärnan och limmet, och i det andra
fallet i fogen mellan limmet och täckplåten.
Asymmetriska limfolier, fig. 11, har utvecklats för
att man skall få önskade egenskaper vid
fog-ning av kärnan till limmet och sedan limmet
till täckplåtarna.
Den ena sidan av folien A är täckt med ett
torrt, hålkälsbildande epoxilim B. Under
värme blir detta flytande och genomdränker
cellkärnan C, varefter den härdas kemiskt till en
mycket stark solid list runt cellerna.
Elastlim-met D på den andra sidan av filmen fäster vid
täckplåtsmaterialet E. Denna limtyp ger en fog
av kontrollerad tjocklek och jämn hållfasthet
i fogens alla punkter. Två typer av
asymmetrisk limfilm är Narmco Narmtape 108 och 3M
Composite film.
Förstärkningsväv
När kärnor med stora celler skall limmas,
används ofta limfilm med en förstärkningsväv
av t.ex. glasfiber. Väven håller limmet plant
över ytorna inom cellkanterna. I USA används
nylonväv i stället för glasfiberväv, eftersom
det påstås, att lim har en högre utmattnings-
Fig. 11. Bindning av kärna titi täckplåt med
asymmetriskt lim; A limfilm, B hålkälsbildande epoxilim,
C kärna, D elastlim, E täckplåt.
518 TEKN ISK TI DSKRI FT 1959
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}