
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 7 - Stenmalning, av Per H:son Fahlström
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
större än i en kulkvarn. Det liar uppgivits,
att pulpen i en stenkvarn bör hålla ca 7 %
mindre fast gods än pulpen i en kulkvarn.
Mera generellt torde man finna, att optimal
pulptäthet ligger inom ett område, där den
från kvarnen utgående suspensionens täthet är
0,5—0,7 gånger malmens.
Vid övergång till sekundär stenmalning i
äldre anläggningar, vid vilka kulkvarnarna
körs över sin optimala hastighet och
fyllnadsgrad, kan man bibehålla kvarnens effektbehov
med befintlig utrustning genom att öka dess
längd, diameter eller varvtal. Den första
vägen har valts av bl.a. Crocker4, som beskrivit
hur längden kan ökas för en ganska låg
kostnad, eftersom endast manteln behöver skarvas.
Ökning av diametern tillämpas i Outokumpu"
i viss omfattning och liar ingående behandlats
av Hukki12. Vid målning i kvarnar med slät
infodring glider chargen mot manteln,
varför kvarnen kan köras med varvtal över det
matematiskt kritiska utan att chargen fastnar
vid manteln. Härigenom kan kvarnens
effektbehov ökas.
Utförandet stöter dock på vissa praktiska
svårigheter. Framförallt ökar mantelslitningen
på grund av slirningen mellan charge och
kvarninfodring. Därför tycks man icke vilja
öka varvtalet mer än till ca 110 % av det
kritiska. Med hänsyn till den ökade slitningen
vid högre varvtal samt den sannolika
försämringen av malningsverkningsgraden torde
det i regel vara mera lönsamt att förse kvarnen
med ett större långsamtgående skal, i vilket
den erforderliga effekten kan omsättas.
Malkroppsförbrukning och mantelslitning
Mantel- och gavelslitningen ävensom
mal-kroppsförbrukningen växer med växande
varvtal hos kvarnen. Av största betydelse är
emellertid infodringens detaljutformning. En
slät infodring, som tillåter chargen att slira,
slits fortare än en vågformad, medan det för
malkropparna är tvärtom. Finns lämpliga
anordningar för uttagning och chargering av
malsten samt för avlägsnande av nedslitna
stenar ur malkretsen är en större stenåtgång
ingen nackdel, och eftersom slitningen av
fodret blir mindre när detta är ojämnt föredras
i regel vågformad infodring. Med fördel
används antingen mycket hårda och spröda
slitmaterial eller gummi, eftersom infodringen
utsätts för mindre mekanisk åverkan än i
kulkvarnar.
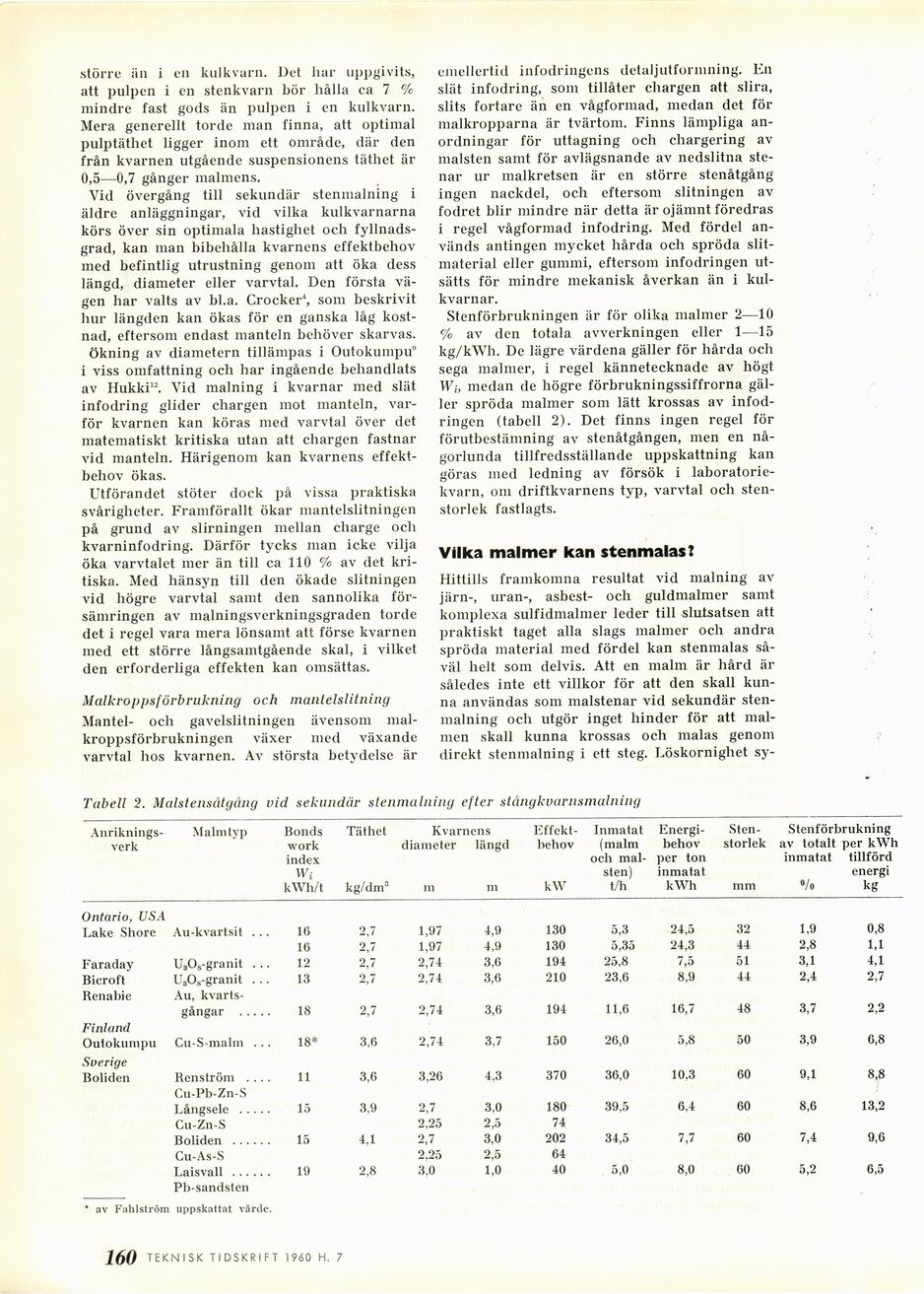
Stenförbrukningen är för olika malmer 2—10
% av den totala avverkningen eller 1—15
kg/kWh. De lägre värdena gäller för hårda ocli
sega malmer, i regel kännetecknade av högt
Wi, medan de högre förbrukningssiffrorna
gäller spröda malmer som lätt krossas av
infodringen (tabell 2). Det finns ingen regel för
förutbestämning av stenåtgången, men en
någorlunda tillfredsställande uppskattning kan
göras med ledning av försök i
laboratoriekvarn, om driftkvarnens typ, varvtal och
sten-storlek fastlagts.
Vilka malmer kan stenmalas?
Hittills framkomna resultat vid målning av
järn-, uran-, asbest- och guldmalmer samt
komplexa sulfidmalmer leder till slutsatsen att
praktiskt taget alla slags malmer och andra
spröda material med fördel kan stenmalas
såväl helt som delvis. Att en malm är hård är
således inte ett villkor för att den skall
kunna användas som malstenar vid sekundär
stenmalning och utgör inget hinder för att
malmen skall kunna krossas och malas genom
direkt stenmalning i ett steg. Löskornighet sy-
Tabell 2. Malstensätgång vid sekundär stenmalning efter stångkvarnsmalning
Anriknings- Malmtyp Bonds Täthet Kvarnens Effekt- Inmatat Energi- Sten- Stenförbrukning
verk work diameter längd behov (malm behov storlek av totalt per kWh
index och mal- per ton inmatat tillförd
Wi sten) inmatat energi
kWh/t kg/dm3 m m kW t/h kWh mm »/o kg
Ontario, USA
Lake Shore Au-kvartsit . .. 16 2,7 1,97 4,9 130 5,3 24,5 32 1,9 0,8
16 2,7 1,97 4,9 130 5,35 24,3 44 2,8 1,1
Faraday U,Os-granit . .. 12 2,7 2,74 3,6 194 25,8 7,5 51 3,1 4,1
Bicroft U3Os-granit . .. 13 2,7 2,74 3,6 210 23,6 8,9 44 2,4 2,7
Renabie Au, kvarts-
gångar ..... 18 2,7 2,74 3,6 194 11,6 16,7 48 3,7 2,2
Finland
Outokumpu Cu-S-malm . .. 18* 3,6 2,74 3,7 150 26,0 5,8 50 3,9 6,8
Sverige
Boliden Renström .... Cu-Pb-Zn-S 11 3,6 3,26 4,3 370 36,0 10,3 60 9,1 8,8
Långsele ..... 15 3,9 2,7 3,0 180 39,5 6,4 60 8,6 13,2
Cu-Zn-S 2,25 2,5 74
Boliden ...... 15 4,1 2,7 3,0 202 34,5 7,7 60 7,4 9,6
Cu-As-S 2,25 2,5 64
Laisvall ...... 19 2,8 3.0 1,0 40 5,0 8,0 60 5,2 6,5
Pb-sandsten
* av Fahlström uppskattat värcle.
160 TEKNISK TIDSKRIFT 1960 H. 5
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}