
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 34 - Nya metoder - Gas- och fiberisolering av kylskåp, av SHl - Framställning av fint kiseldioxidpulver, av SHl - Formning och svetsning av termoplaster, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
matta impregnerad med Freon-12 (CCL,F2), en gas
med hög molvikt och därför liten rörlighet, samt
ett laminathölje av saran, kraftpapper och Mylar.
Vid tillverkningen stoppas glasfibermattan in i en
i ena ändan öppen påse av laminatet, luften
pumpas ut och ersätts med Freon-12. Påsens öppna
ända förseglas, och paketet läckprovas. För
närvarande tillverkas påsar i fyra olika storlekar för
varje kylskåp (T S Simms, R B Snyder, A Hajrder
& B Nozaki i Materials in Design Engineering maj
1960 s. 142—143). SHl
Framställning av fint kiseldioxidpulver
Fint kiseldioxidpulver, kolloidal kiseldioxid, med
partikelstorlekar på 0,01—0,02 ji är ett värdefullt
tillsatsmaterial för gummi, färger, plaster,
pappersbeläggningar och smörjmedel. Enligt en ny
amerikansk metod kan det erhållas genom förbränning
av kiselsulfid SiS (jfr Tekn. T. 1953 s. 311).
Först på senaste tid har man intresserat sig för
kisels svavelföreningar. Detta torde bero på att de
är instabila i vatten, att hög reaktionstemperatur
i frånvaro av luft fordras vid deras framställning
och att de inte haft något kommersiellt värde. När
kvartssand används som kiselkälla måste kol
användas som reduktionsmedel och kiselsulfid erhålls
då enligt
Si02 + 2 C + S -
■SiS + 2 CO
Vid tillverkning i halvstor skala briketteras en
blandning av 50 °/o sand och 50 ®/o kol (35 °/o
bitu-minöst kol och 15 "/o antracit). Genom en
brikett-charge leds 500 A ström vid 80 V i en ugn. Härvid
upphettas den till 1 500° C och en livlig reaktion
sätter in. Chargens ledningsförmåga kan regleras
genom tillsats av koks. Svavel kan sättas till
briketterna eller ledas in i ugnen i ång-, vätske- eller
pulverform. I varje fall reagerar svavlet i gasfas.
Strömmen tillförs chargen genom grafitelektroder,
och genom en öppning släpps kiselsulfidånga ut
från den hetaste zonen i chargen för att den inte
skall kondenseras i utloppet och för att svavlet
skall få reagera så länge som möjligt. Härigenom
minskas bildningen av kiseldisulfid och stort utbyte
av kiselsulfid erhålls.
När kiselsulfidångan lämnar ugnen tillsammans
med koloxiden möter den en kraftig luftström, med
vilken den förbränns i en kammare enligt
SiS + 2 CO + 3 0.2
SiO, + SO, + 2 C02
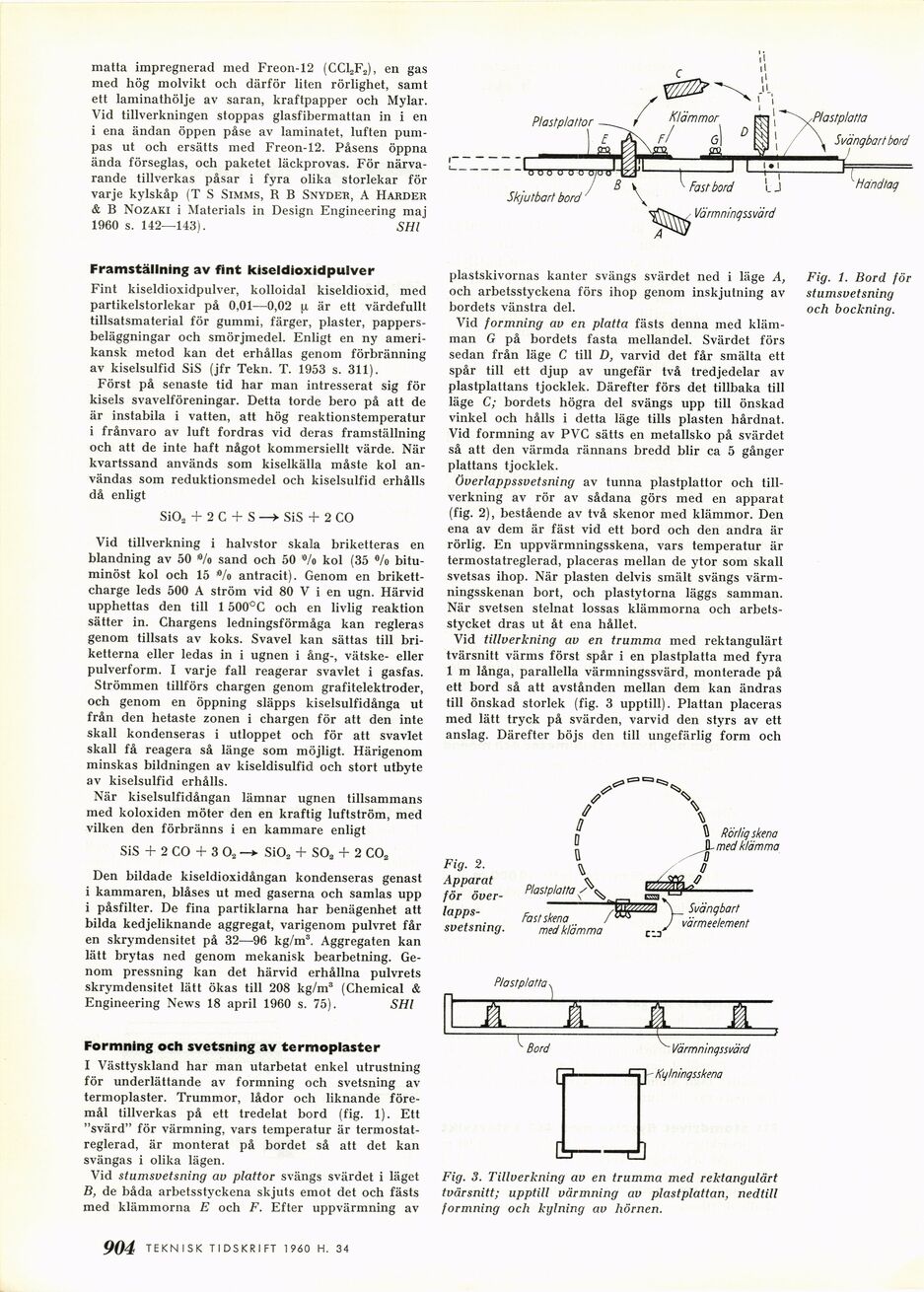
plastskivornas kanter svängs svärdet ned i läge A,
och arbetsstyckena förs ihop genom inskjutning av
bordets vänstra del.
Vid formning av en platta fästs denna med
klämman G på bordets fasta mellandel. Svärdet förs
sedan från läge C till D, varvid det får smälta ett
spår till ett djup av ungefär två tredjedelar av
plastplattans tjocklek. Därefter förs det tillbaka till
läge C; bordets högra del svängs upp till önskad
vinkel och hålls i detta läge tills plasten hårdnat.
Vid formning av PVC sätts en metallsko på svärdet
så att den värmda rännans bredd blir ca 5 gånger
plattans tjocklek.
överlappssvetsning av tunna plastplattor och
tillverkning av rör av sådana görs med en apparat
(fig. 2), bestående av två skenor med klämmor. Den
ena av dem är fäst vid ett bord och den andra är
rörlig. En uppvärmningsskena, vars temperatur är
termostatreglerad, placeras mellan de ytor som skall
svetsas ihop. När plasten delvis smält svängs
värm-ningsskenan bort, och plastytorna läggs samman.
När svetsen stelnat lossas klämmorna och
arbetsstycket dras ut åt ena hållet.
Vid tillverkning av en trumma med rektangulärt
tvärsnitt värms först spår i en plastplatta med fyra
1 m långa, parallella värmningssvärd, monterade på
ett bord så att avstånden mellan dem kan ändras
till önskad storlek (fig. 3 upptill). Plattan placeras
med lätt tryck på svärden, varvid den styrs av ett
anslag. Därefter böjs den till ungefärlig form och
Den bildade kiseldioxidångan kondenseras genast
i kammaren, blåses ut med gaserna och samlas upp
i påsfilter. De fina partiklarna har benägenhet att
bilda kedjeliknande aggregat, varigenom pulvret får
en skrymdensitet på 32—96 kg/m3. Aggregaten kan
lätt brytas ned genom mekanisk bearbetning.
Genom pressning kan det härvid erhållna pulvrets
skrymdensitet lätt ökas till 208 kg/m3 (Chemical &
Engineering News 18 april 1960 s. 75). SHl
Formning och svetsning av termoplaster
I Västtyskland har man utarbetat enkel utrustning
för underlättande av formning och svetsning av
termoplaster. Trummor, lådor och liknande
föremål tillverkas på ett tredelat bord (fig. 1). Ett
"svärd" för värmning, vars temperatur är
termostat-reglerad, är monterat på bordet så att det kan
svängas i olika lägen.
Vid stumsvetsning av plattor svängs svärdet i läget
B, de båda arbetsstyckena skjuts emot det och fästs
med klämmorna E och F. Efter uppvärmning av
Fig. 2.
Apparat
för
överlapps-svetsning.
/
a
o
Q
Plastplatta ^^
^ Rörlig skena
^JL med klämma
0
fi
Fastskena /’
med klämma
fjg^ V. Svängbart
J värmeelement
Plastplatta
[tu
2
-Bord
I
Värmningssvärd
■CJ - Kglningsskena
Fig. 3. Tillverkning av en trumma med rektangulärt
tvärsnitt; upptill värmning av plastplattan, nedtill
formning och kylning av hörnen.
Fig. 1. Bord för
stumsvetsning
och bockning.
TEKNISK TIDSKRIFT 19(50 H. 34 904
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}