
Full resolution (TIFF) - On this page / på denna sida - Myntslagningen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
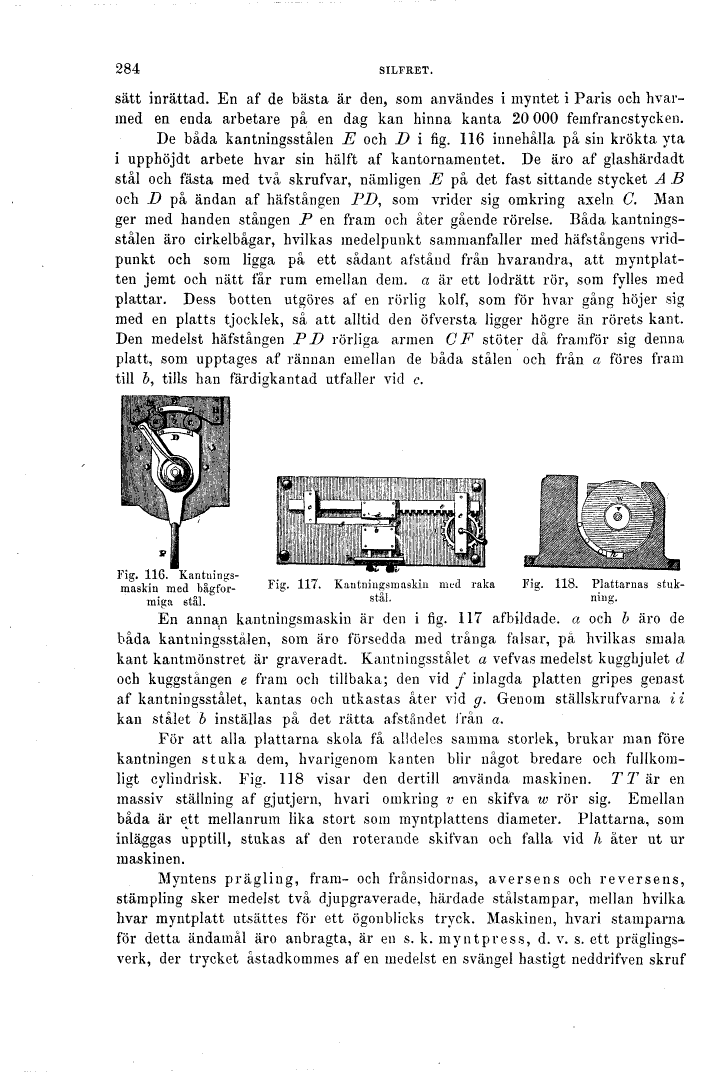
sätt inrättad. En af de bästa är den, som användes
i myntet i Paris och hvarmed en enda arbetare på
en dag kan hinna kanta 20 000 femfrancstycken. De
bada kantningsstålen E och D i fig. 116 innehålla på
sin krökta yta i upphöjdt arbete hvar sin hälft af
kantornamentet. De äro af glashärdadt stål och fästa
med två skrufvar, nämligen E på det fast sittande
stycket A B och D på ändan af häfstången PD, som
vrider sig omkring axeln C. Man ger med handen
stången P en fram och åter gående rörelse. Båda
kantningsstålen äro cirkelbågar, hvilkas medelpunkt
sammanfaller med häfstångens vridpunkt och som ligga
på ett sådant afstånd från hvarandra, att myntplatten
jemt och nätt får rum emellan dem. a är ett lodrätt
rör, som fylles med plattar. Dess botten utgöres af en
rörlig kolf, som för hvar gång höjer sig med en platts
tjocklek, så att alltid den öfversta ligger högre än
rörets kant. Den medelst häfstången P D rörliga armen
C F stöter då framför sig denna platt, som upptages
af rännan emellan de båda stålen och från a föres
fram till 6, tills han färdigkantad utfaller vid c.
En annan kantningsmaskin är den i fig. 117
afbildade. a och b äro de båda kantningsstålen, som
äro försedda med trånga falsar, på hvilkas smala
kant kantmönstret är graveradt. Kantningsstålet
a vefvas medelst kugghjulet d och kuggstången e
fram och tillbaka; den vid f inlagda plätten gripes
genast af kantningsstålet, kantas och utkastas åter
vid g. Genom ställskruvarna u kan stålet b inställas
på det rätta afståndet från a.
För att alla plättarna skola få alldeles samma
storlek, brukar man före kantningen stuka dem,
hvarigenom kanten blir något bredare och fullkomligt
cylindrisk. Fig. 118 visar den dertill använda
maskinen. T T är en nTassiv ställning af gjutjern,
hvari omkring v en skifva w rör sig. Emellan båda är
ett mellanrum lika stort som myntplattens diameter.
Plattarna, som inläggas upptill, stukas af den
roterande skifvan och falla vid A åter ut ur maskinen.
Myntens prägling, fram- och frånsidornas, aversens och
reversens, stämpling sker medelst två djupgraverade,
härdade stålstampar, mellan hvilka hvar myntplatt
utsattes för ett ögonblicks tryck. Maskinen, hvari
stamparna för detta ändamål äro anbragta, är en
s. k. myntpress, d. v. s. ett präglingsverk, der
trycket åstadkommes af en medelst en svängel hastigt
neddrifven skruf
<< prev. page << föreg. sida << >> nästa sida >> next page >>