
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
YTBESKAFFENHET
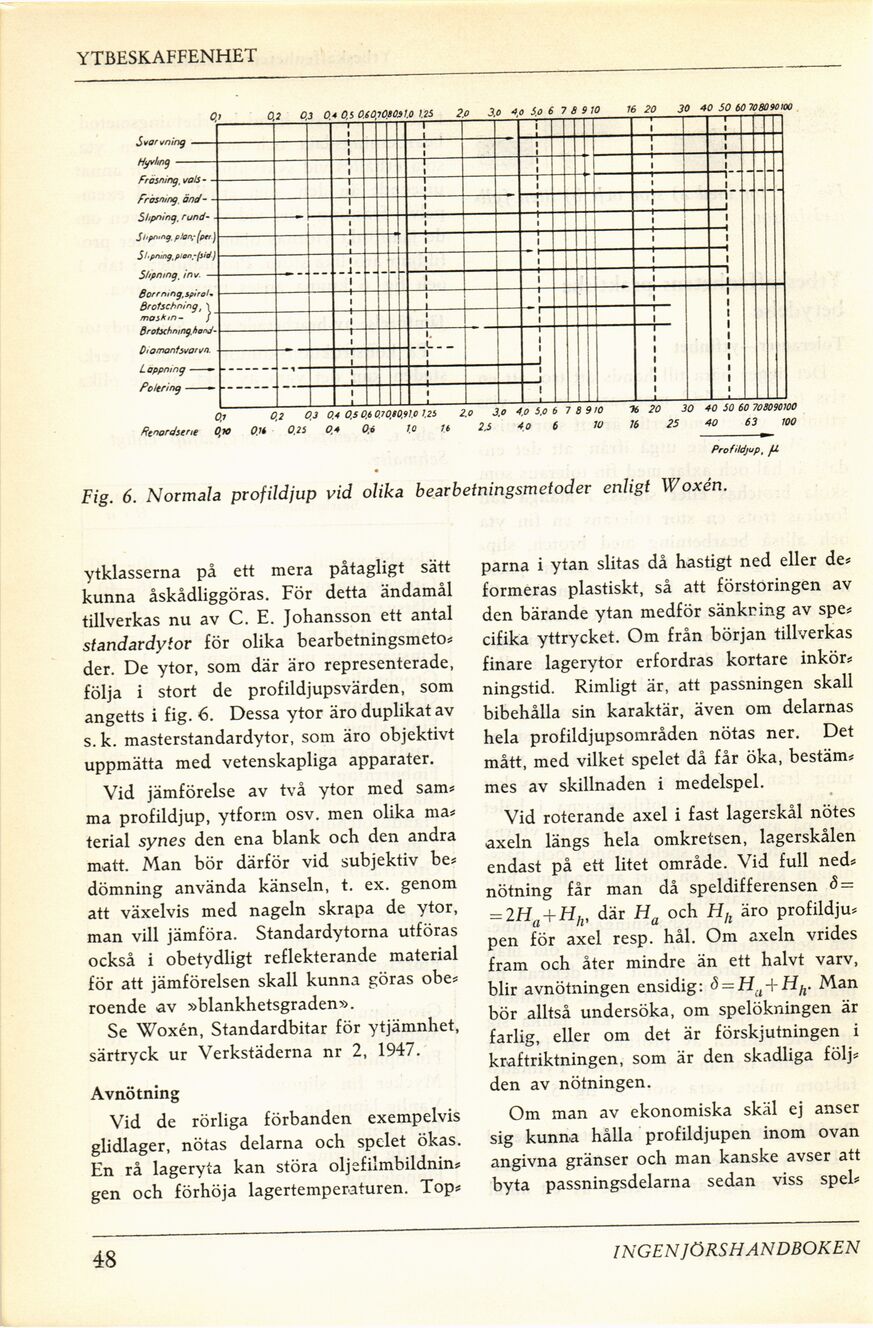
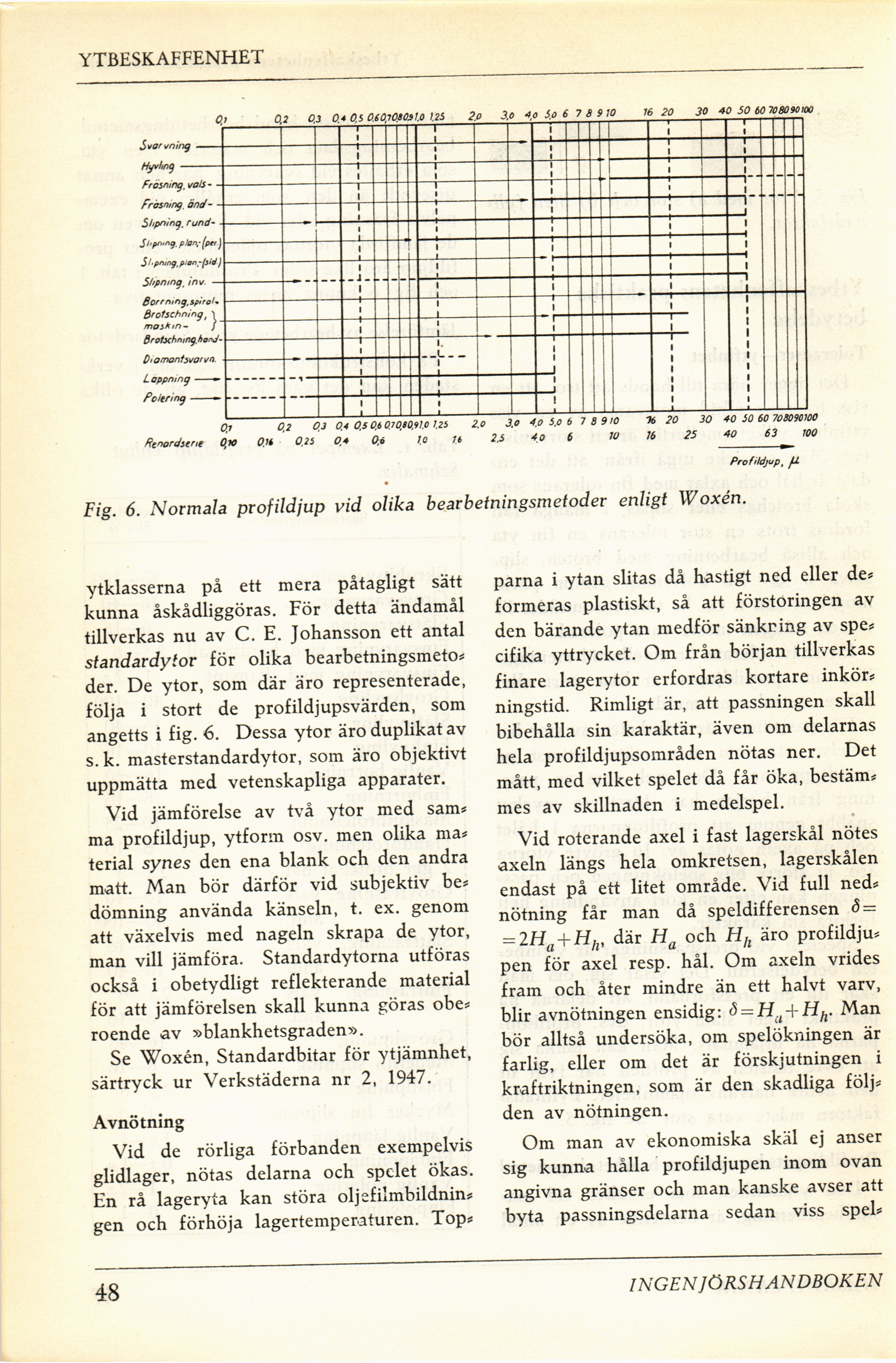
Profildjup, fi
Fig. 6. Normala profildjup vid olika bearbetningsmetoder enligt Woxén.
ytklasserna på ett mera påtagligt sätt
kunna åskådliggöras. För detta ändamål
tillverkas nu av C. E. Johansson ett antal
standardytor för olika bearbetningsmeto*
der. De ytor, som där äro representerade,
följa i stort de profildjupsvärden, som
angetts i fig. 6. Dessa ytor äro duplikat av
s. k. masterstandardytor, som äro objektivt
uppmätta med vetenskapliga apparater.
Vid jämförelse av två ytor med sam*
ma profildjup, ytform osv. men olika ma*
terial synes den ena blank och den andra
matt. Man bör därför vid subjektiv be*
domning använda känseln, t. ex. genom
att växelvis med nageln skrapa de ytor,
man vill jämföra. Standardytorna utföras
också i obetydligt reflekterande material
för att jämförelsen skall kunna göras obe*
roende av »blankhetsgraden».
Se Woxén, Standardbitar för ytjämnhet,
särtryck ur Verkstäderna nr 2, 1947.
Avnötning
Vid de rörliga förbanden exempelvis
glidlager, nötas delarna och spelet ökas.
En rå lageryta kan störa oljefilmbildnin*
gen och förhöja lagertemperaturen. Top*
parna i ytan slitas då hastigt ned eller de*
formeras plastiskt, så att förstoringen av
den bärande ytan medför sänkning av spe*
cifika yttrycket. Om från början tillverkas
finare lagerytor erfordras kortare inkör*
ningstid. Rimligt är, att passningen skall
bibehålla sin karaktär, även om delarnas
hela profildjupsområden nötas ner. Det
mått, med vilket spelet då får öka, bestäm*
mes av skillnaden i medelspel.
Vid roterande axel i fast lagerskål nötes
axeln längs hela omkretsen, lagerskålen
endast på ett litet område. Vid full ned*
nötning får man då speldifferensen <5 =
= 2Ha + H,v där Ha och H/t äro profildju*
pen för axel resp. hål. Om axeln vrides
fram och åter mindre än ett halvt varv,
blir avnötningen ensidig: S — Ha + Hh. Man
bör alltså undersöka, om spelökningen är
farlig, eller om det är förskjutningen i
kraftriktningen, som är den skadliga följ*
den av nötningen.
Om man av ekonomiska skäl ej anser
sig kunna hålla profildjupen inom ovan
angivna gränser och man kanske avser att
byta passningsdelarna sedan viss spel*
48
INGEN JÖRSH ANDBOKEN
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}