
Full resolution (JPEG) - On this page / på denna sida - Häfte 50. 14 dec. 1929 - Notiser - Ljusbågssvetsning med användande av skyddsgas, av A. Salmony
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
14 dec. 1920 TEKNISK TIDSKRIFT 659
avsmälta från tråden, falla ned på den otillräckligt
uppvärmda plåten, varför ingen verklig sammansmältning
av materialet äger rum. Även om draghållfastheten ökas
genom svetsningen, ökas ej tänjbarheten. Denna blir
alltid liten, vilket anföres som en av
Ijusbågssvets-ningens största olägenheter. Förhållandet beror delvis
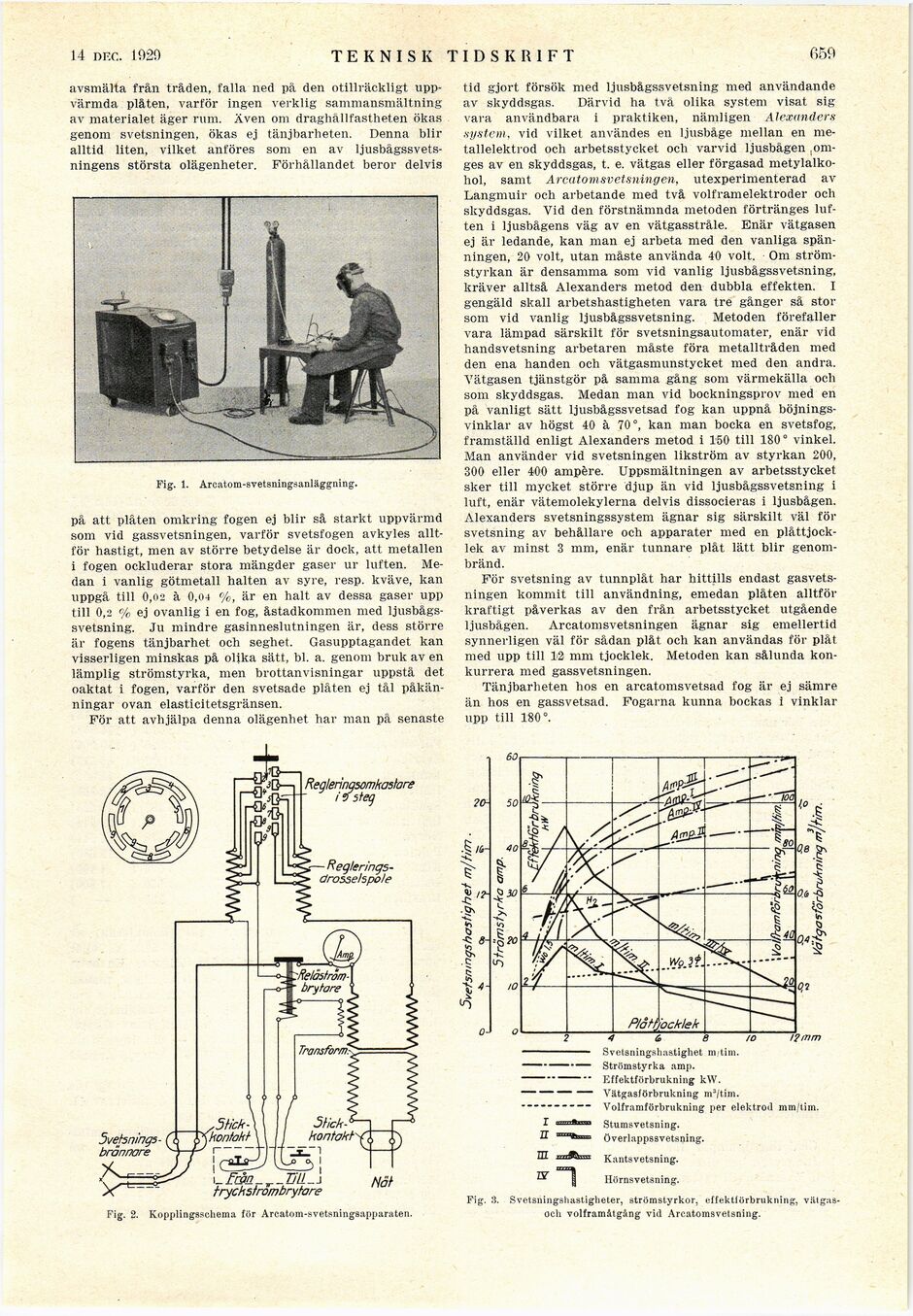
Fig. 1. Arcatom-svetsningsanläggning.
på att plåten omkring fogen ej blir så starkt uppvärmd
som vid gassvetsningen, varför svetsfogen avkyles
alltför hastigt, men av större betydelse är dock, att metallen
i fogen ockluderar stora mängder gaser ur luften.
Medan i vanlig götmetall halten av syre, resp. kväve, kan
uppgå till 0,02 à 0,04 »/o, är en halt av dessa gaser upp
till 0,2 o/c ej ovanlig i en fog, åstadkommen med
ljusbågssvetsning. Ju mindre gasinneslutningen är, dess större
är fogens tänjbarhet och seghet. Gasupptagandet kan
visserligen minskas på olika sätt, bl. a. genom bruk av en
lämplig strömstyrka, men brottanvisningar uppstå det
oaktat i fogen, varför den svetsade plåten ej tål
påkänningar ovan elasticitetsgränsen.
För att avhjälpa denna olägenhet har man på senaste
tid gjort försök med ljusbågssvetsning med användande
av skyddsgas. Därvid ha två olika system visat sig
vara användbara i praktiken, nämligen Alexanders
system, vid vilket användes en ljusbåge mellan en
metallelektrod och arbetsstycket och varvid ljusbågen
.omges av en skyddsgas, t. e. vätgas eller förgasad
metylalkohol, samt Arcatomsvetsningen, utexperimenterad av
Langmuir och arbetande med två volframelektroder och
skyddsgas. Vid den förstnämnda metoden förtränges
luften i ljusbågens väg av en vätgasstråle. Enär vätgasen
ej är ledande, kan man ej arbeta med den vanliga
spänningen, 20 voit, utan måste använda 40 voit. Om
strömstyrkan är densamma som vid vanlig ljusbågssvetsning,
kräver alltså Alexanders metod den dubbla effekten. I
gengäld skall arbetshastigheten vara tre gånger så stor
som vid vanlig ljusbågssvetsning. Metoden förefaller
vara lämpad särskilt för svetsningsautomater, enär vid
handsvetsning arbetaren måste föra metalltråden med
den ena handen och vätgasmunstycket med den andra.
Vätgasen tjänstgör på samma gång som värmekälla och
som skyddsgas. Medan man vid bockningsprov med en
på vanligt sätt ljusbågssvetsad fog kan uppnå
böjningsvinklar av högst 40 à 70°, kan man bocka en svetsfog,
framställd enligt Alexanders metod i 150 till 180° vinkel.
Man använder vid svetsningen likström av styrkan 200,
300 eller 400 ampère. Uppsmältningen av arbetsstycket
sker till mycket större djup än vid ljusbågssvetsning i
luft, enär vätemolekylerna delvis dissocieras i ljusbågen.
Alexanders svetsningssystem ägnar sig särskilt väl för
svetsning av behållare och apparater med en
plåttjocklek av minst 3 mm, enär tunnare plåt lätt blir
genombränd.
För svetsning av tunnplåt har hittills endast
gasvets-ningen kommit till användning, emedan plåten alltför
kraftigt påverkas av den från arbetsstycket utgående
ljusbågen. Arcatomsvetsningen ägnar sig emellertid
synnerligen väl för sådan plåt och kan användas för plåt
med upp till 12 mm tjocklek. Metoden kan sålunda
konkurrera med gassvetsningen.
Tänjbarheten hos en arcatomsvetsad fog är ej sämre
än hos en gassvetsad. Fogarna kunna bockas i vinklar
upp till 180°.
––-— Strömstyrka amp.
Effektförbrukning kW.
— ~~ — Vätgasförbrukning m3/tim.
–-Volframförbrukning per elektrod mm/tim.
I .......»..... Stumsvetsning.
U ......överlappssvetsning.
m «fern Kantsvetsning.
^ I Hörnsvetsning.
Fig. 3. Svetsningshastigheter, strömstyrkor, effektförbrukning,
viitgas-och volframåtgång vid Arcatomsvetsning.
Fig. 2. Kopplingsschema för Arcatom-svetsningsapparaten.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}