
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 april 1929
bergsvetenskap
35
LÖSTAGBARA BORRSKÄR.1
Av bergsingenjör L. Nordenfelt.
Nedanstående redogörelse beträffande
användandet av löstagbara skär ("detaehable Bits"),
utgör en sammanfattning av några iakttagelser gjorda
under en studieresa i Canada och Förenta
staterna.
Löstagbara skär hava varit ett problem, som länge
sysselsatt uppfinnare över hela världen och många
äro de patent för dylika, som blivit sökta och ibland
även beviljade. Jag vill här inskränka min
redogörelse till några löstagbara skärtyper, som verkligen
blivit använda i praktiken och med i många fall
mycket goda resultat och
vilka jag hade tillfälle
att studera under min resa
genom Canada och
Förenta staterna.
År 1923 uppfann en mr.
J. J. Brossoit från Salt
Lake City, Utah, ett
löstagbart skär och ett bolag
bildades för dess tillverkning.
Bolagets namn är Numa
Detaehable Bit Co. och
skäret kallades för
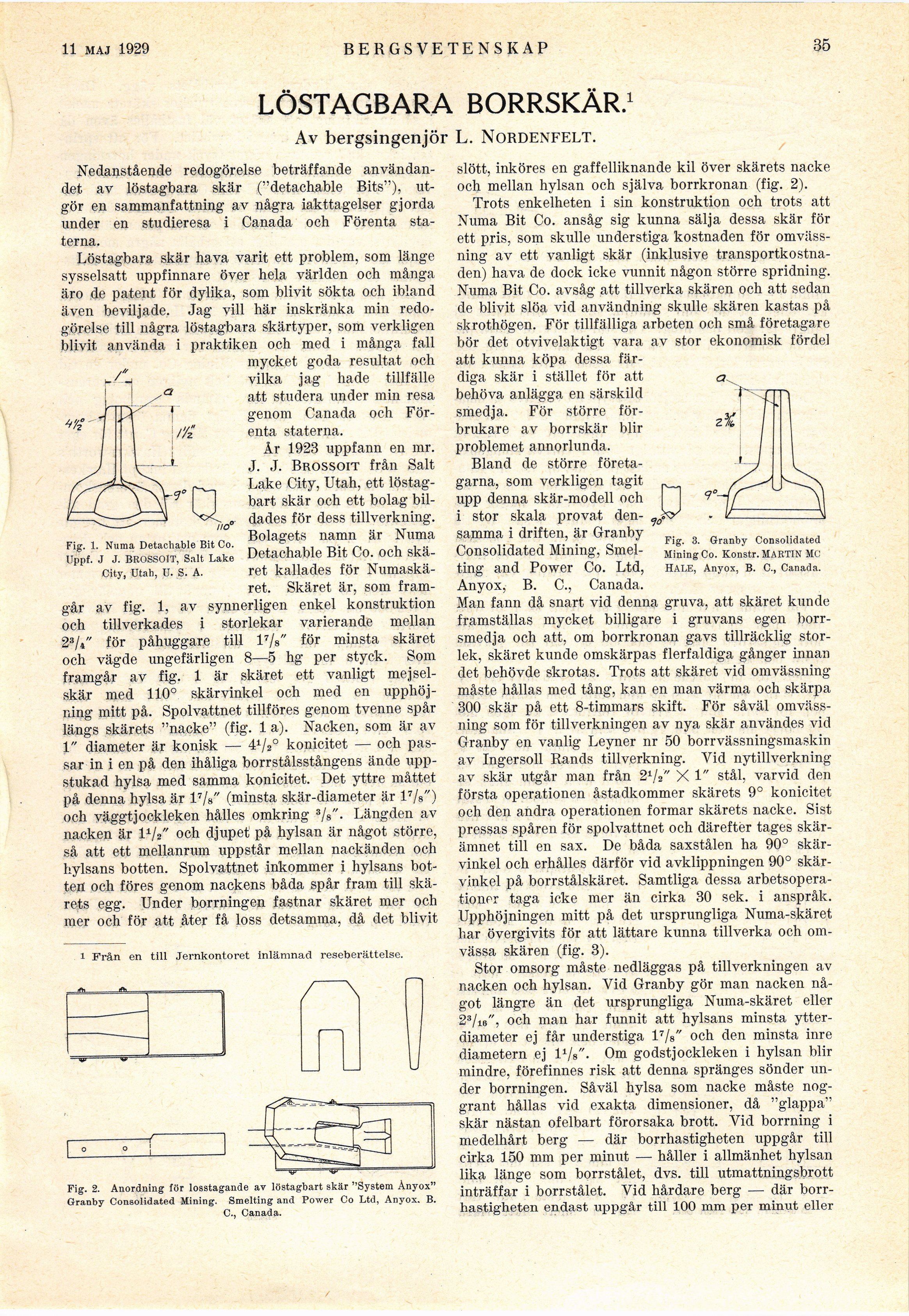
Numaskä-ret. Skäret är, som
framgår av fig. 1, av synnerligen enkel konstruktion
och tillverkades i storlekar varierande mellan
23/4" för påhuggare till l7/s" för minsta skäret
och vägde ungefärligen 8—5 hg per styck. Som
framgår av fig. 1 är skäret ett vanligt
mejselskär med 110° skärvinkel och med en
upphöjning mitt på. Spolvattnet tillföres genom tvenne spår
längs skärets "nacke" (fig. 1 a). Nacken, som är av
1" diameter är konisk — 4V20 konicitet — och
passar in i en på den ihåliga borrstålsstångens ände
uppstukad hylsa med samma konicitet. Det yttre måttet
på denna hylsa är l7/»" (minsta skär-diameter är l7/»")
och väggtjockleken hålles omkring 3/s". Längden av
nacken är l1/2" och djupet på hylsan är något större,
så att ett mellanrum uppstår mellan nackänden och
hylsans botten. Spolvattnet inkommer i hylsans
botten och föres genom nackens båda spår fram till
skärets egg. Under borrningen fastnar skäret mer och
mer och för att åter få loss detsamma, då det blivit
Fig. 1. Numa Detaehable Bit Co.
Uppf. J J. BROSSOIT, Salt Lake
City, Utah, U. S. A.
1 Från en till Jernkontoret inlämnad reseberättelse.
<)o’
Fig. 3. Granby Consolidated
Mining Co. Konstr. MARTIN Me
HÅLE, Anyox, b. C., Canada.
Fig. 2. Anordning för losstagande av löstagbart skär "System Anyox"
Granby Consolidated Mining. Smelting and Power Co Ltd, Anyox. B.
C., Canada.
slött, inköres en gaffelliknande kil över skärets nacke
och mellan hylsan och själva borrkronan (fig. 2).
Trots enkelheten i sin konstruktion och trots att
Numa Bit Co. ansåg sig kunna sälja dessa skär för
ett pris, som skulle understiga kostnaden för
omväss-ning av ett vanligt skär (inklusive
transportkostnaden) hava de dock icke vunnit någon större spridning.
Numa Bit Co. avsåg att tillverka skären och att sedan
de blivit slöa vid användning skulle skären kastas på
skrothögen. För tillfälliga arbeten och små företagare
bör det otvivelaktigt vara av stor ekonomisk fördel
att kunna köpa dessa
färdiga. skär i stället för att
behöva anlägga en särskild
smedja. För större
förbrukare av borrskär blir
problemet annorlunda.
Bland de större
företagarna, som verkligen tagit
upp denna skär-modell och
i stor skala provat
densamma i driften, är Granby
Consolidated Mining,
Smelting and Power Co. Ltd,
Anyox, B. C., Canada.
Man fann då snart vid denna gruva, att skäret kunde
framställas mycket billigare i gruvans egen
borrsmedja och att, om borrkronan gavs tillräcklig
storlek, skäret kunde omskärpas flerfaldiga gånger innan
det behövde skrotas. Trots att skäret vid omvässning
måste hållas med tång, kan en man värma och skärpa
300 skär på ett 8-timmars skift. För såväl
omvässning som för tillverkningen av nya skär användes vid
Granby en vanlig Leyner nr 50 borrvässningsmaskin
av Ingersoll Rands tillverkning. Vid nytillverkning
av skär utgår man från 21,/2" XI" stål. varvid den
första operationen åstadkommer skärets 9° konicitet
och den andra operationen formar skärets nacke. Sist
pressas spåren för spolvattnet och därefter tages
skärämnet till en sax. De båda saxstålen ha 90°
skärvinkel och erhålles därför vid avklippningen 90°
skärvinkel på borrstålskäret. Samtliga dessa
arbetsoperationer taga icke mer än cirka 30 sek. i anspråk.
Upphöjningen mitt på det ursprungliga Numa-skäret
har övergivits för att lättare kunna tillverka och
om-vässa skären (fig. 3).
Stor omsorg måste nedläggas på tillverkningen av
nacken och hylsan. Vid Granby gör man nacken
något längre än det ursprungliga Numa-skäret eller
23/ie", och man har funnit att hylsans minsta
ytterdiameter ej får understiga l7/s" och den minsta inre
diametern ej l1/8". Om godstjockleken i hylsan blir
mindre, förefinnes risk att denna spränges sönder
under borrningen. Såväl hylsa som nacke måste
noggrant hållas vid exakta dimensioner, då "glappa"
skär nästan ofelbart förorsaka brott. Vid borrning i
medelhårt berg — där borrhastigheten uppgår till
cirka 150 mm per minut — håller i allmänhet hylsan
lika länge som borrstålet, dvs. till utmattningsbrott
inträffar i borrstålet. Vid hårdare berg — där
borrhastigheten endast uppgår till 100 mm per minut eller
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}