
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
66
TEKNISK TIDSKRIFT
20 SePt. 1930
4a Torv pr T//~7
So 6o M
Lyfthöjd
Jo 4o So
Lyftmöjj?
/o so 3o to so 6o
Lyfthöjd
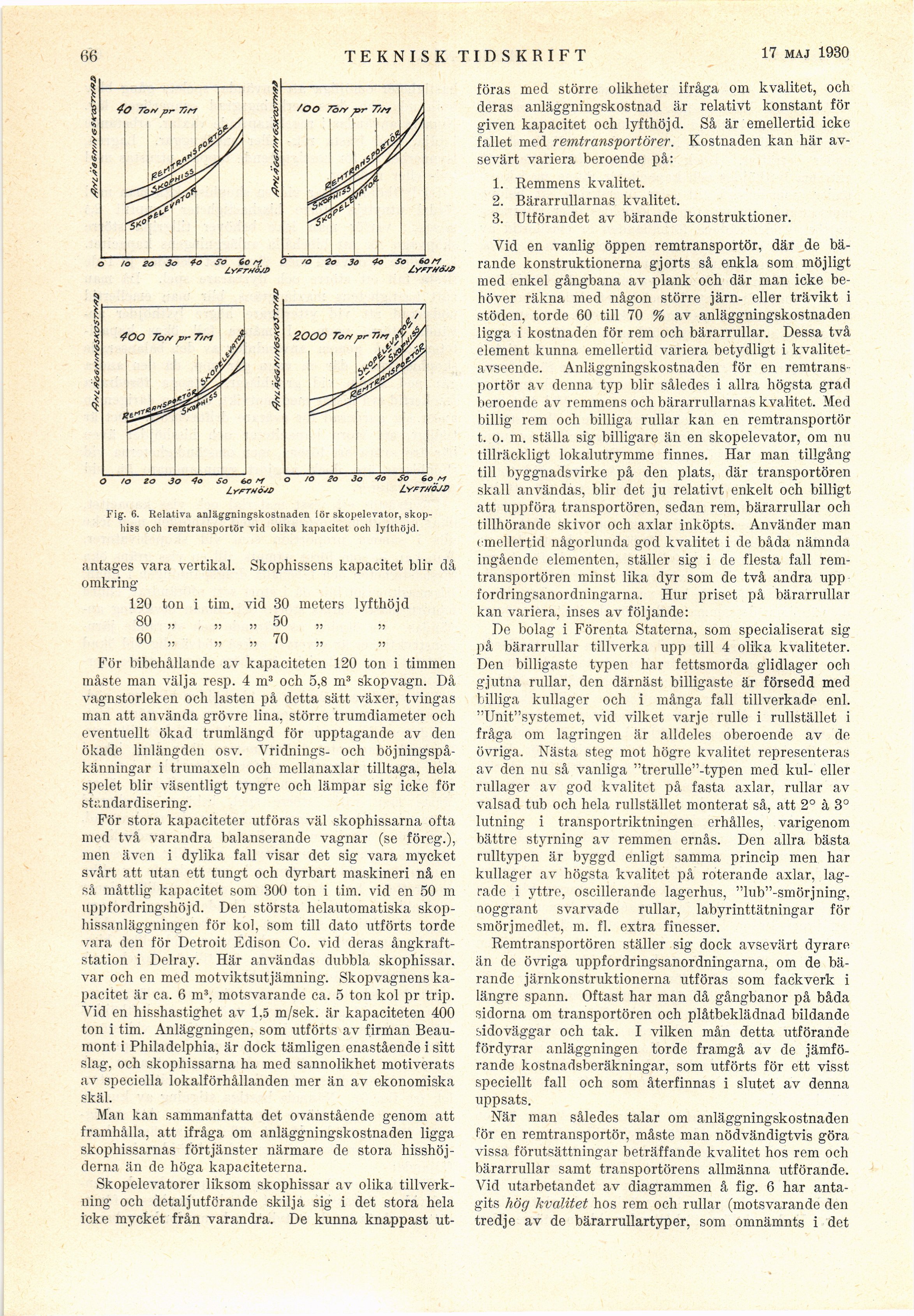
Fig. 6. Relativa anläggningskostnaden lör skopelevator,
skophiss och remtransportör vid olika kapacitet och lyfthöjd.
antages vara vertikal. Skophissens kapacitet blir då
omkring*
120 ton i tim. vid 30 meters lyfthöjd
ii , ii ii 50 „ „
60 „ „ „ 70 „
För bibehållande av kapaciteten 120 ton i timmen
måste man välja resp. 4 m3 och 5,8 m3 skopvagn. Då
vagnstorleken och lasten på detta sätt växer, tvingas
man att använda grövre lina, större trumdiameter och
eventuellt ökad trumlängd för upptagande av den
ökade linlängden osv. Vridnings- och
böjningspåkänningar i trumaxeln och mellanaxlar tilltaga, hela
spelet blir väsentligt tyngre och lämpar sig icke för
standardisering.
För stora kapaciteter utföras väl skophissarna ofta
med två varandra balanserande vagnar (se föreg.),
men även i dylika fall visar det sig vara mycket
svårt att utan ett tungt och dyrbart maskineri nå en
så måttlig kapacitet som 300 ton i tim. vid en 50 m
uppfordringshöjd. Den största helautomatiska
skop-hissanläggningen för kol, som till dato utförts torde
vara den för Detroit Edison Co. vid deras
ångkraft-station i Delray. Här användas dubbla skophissar,
var och en med motviktsutjämning. Skopvagnens
kapacitet är ca. 6 m3, motsvarande ca, 5 ton kol pr trip.
Vid en hisshastighet av 1,5 m/sek. är kapaciteten 400
ton i tim. Anläggningen, som utförts av firman
Beaumont i Philadelphia, är dock tämligen enastående i sitt
slag, och skophissarna ha med sannolikhet motiverats
av speciella lokalförhållanden mer än av ekonomiska
skäl.
Man kan sammanfatta det ovanstående genom att
framhålla, att ifråga om anläggningskostnaden ligga
skophissarnas förtjänster närmare de stora
hisshöjderna än de höga kapaciteterna.
Skopelevatorer liksom skophissar av olika
tillverkning och detaljutförande skilja sig i det stora hela
icke mycket från varandra. De kunna knappast ut-
föras med större olikheter ifråga om kvalitet, och
deras anläggningskostnad är relativt konstant för
given kapacitet och lyfthöjd. Så är emellertid icke
fallet med remtransportörer. Kostnaden kan här
avsevärt variera beroende på:
1. Remmens kvalitet.
2. Bärarrullarnas kvalitet.
3. Utförandet av bärande konstruktioner.
Vid en vanlig öppen remtransportör, där de
bärande konstruktionerna gjorts så enkla som möjligt
med enkel gångbana av plank och där man icke
behöver räkna med någon större järn- eller trävikt i
stöden, torde 60 till 70 % av anläggningskostnaden
ligga i kostnaden för rem och bärarrullar. Dessa två
element kunna emellertid variera betydligt i
kvalitet-avseende. Anläggningskostnaden för en
remtransportör av denna typ blir således i allra högsta grad
beroende av remmens och bärarrullarnas kvalitet. Med
billig rem och billiga rullar kan en remtransportör
t. o. m. ställa sig billigare än en skopelevator, om nu
tillräckligt lokalutrymme finnes. Har man tillgång
till byggnadsvirke på den plats, där transportören
skall användas, blir det ju relativt enkelt och billigt
att uppföra transportören, sedan rem, bärarrullar och
tillhörande skivor och axlar inköpts. Använder man
emellertid någorlunda god kvalitet i de båda nämnda
ingående elementen, ställer sig i de flesta fall
remtransportören minst lika dyr som de två andra upp
fordringsanordningarna. Hur priset på bärarrullar
kan variera, inses av följande:
Do bolag i Förenta Staterna, som specialiserat sig
på bärarrullar tillverka upp till 4 olika kvaliteter.
Den billigaste typen har fettsmorda glidlager och
gjutna rullar, den därnäst billigaste är försedd med
billiga kullager och i många fall tillverkade enl.
"Unifsystemet, vid vilket varje rulle i rullstället i
fråga om lagringen är alldeles oberoende av de
övriga. Nästa steg- mot högre kvalitet representeras
av den nu så vanliga "trerulle"-typen med kul- eller
rullager av god kvalitet på fasta axlar, rullar av
valsad tub och hela rullstället monterat så, att 2° à 3°
lutning i transportriktningen erhålles, varigenom
bättre styrning av remmen ernås. Den allra bästa
rulltypen är byggd enligt samma princip men har
kullager av högsta kvalitet på roterande axlar,
lagrade i yttre, oscillerande lagerhus, "lub"-smörjning,
noggrant svarvade ndlar, labyrinttätningar för
smörjmedlet, m. fi. extra finesser.
Remtransportören ställer sig dock avsevärt dyrare
än de övriga uppfordringsanordningarna, om de
bärande järnkonstruktionerna utföras som fackverk i
längre spann. Oftast har man då gångbanor på båda
sidorna om transportören och plåtbeklädnad bildande
sidoväggar och tak. I vilken mån detta utförande
fördyrar anläggningen torde framgå av de
jämförande kostnadsberäkningar, som utförts för ett visst
speciellt fall och som återfinnas i slutet av denna
uppsats.
När man således talar om anläggningskostnaden
för en remtransportör, måste man nödvändigtvis göra
vissa förutsättningar beträffande kvalitet hos rem och
bärarrullar samt transportörens allmänna utförande.
Vid utarbetandet av diagrammen å fig. 6 har
antagits hög kvalitet hos rem och rullar (motsvarande den
tredje av de bärarrullartyper, som omnämnts i det
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}