
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
162
TEKNISK TIDSKRIFT
20 dec. 1930
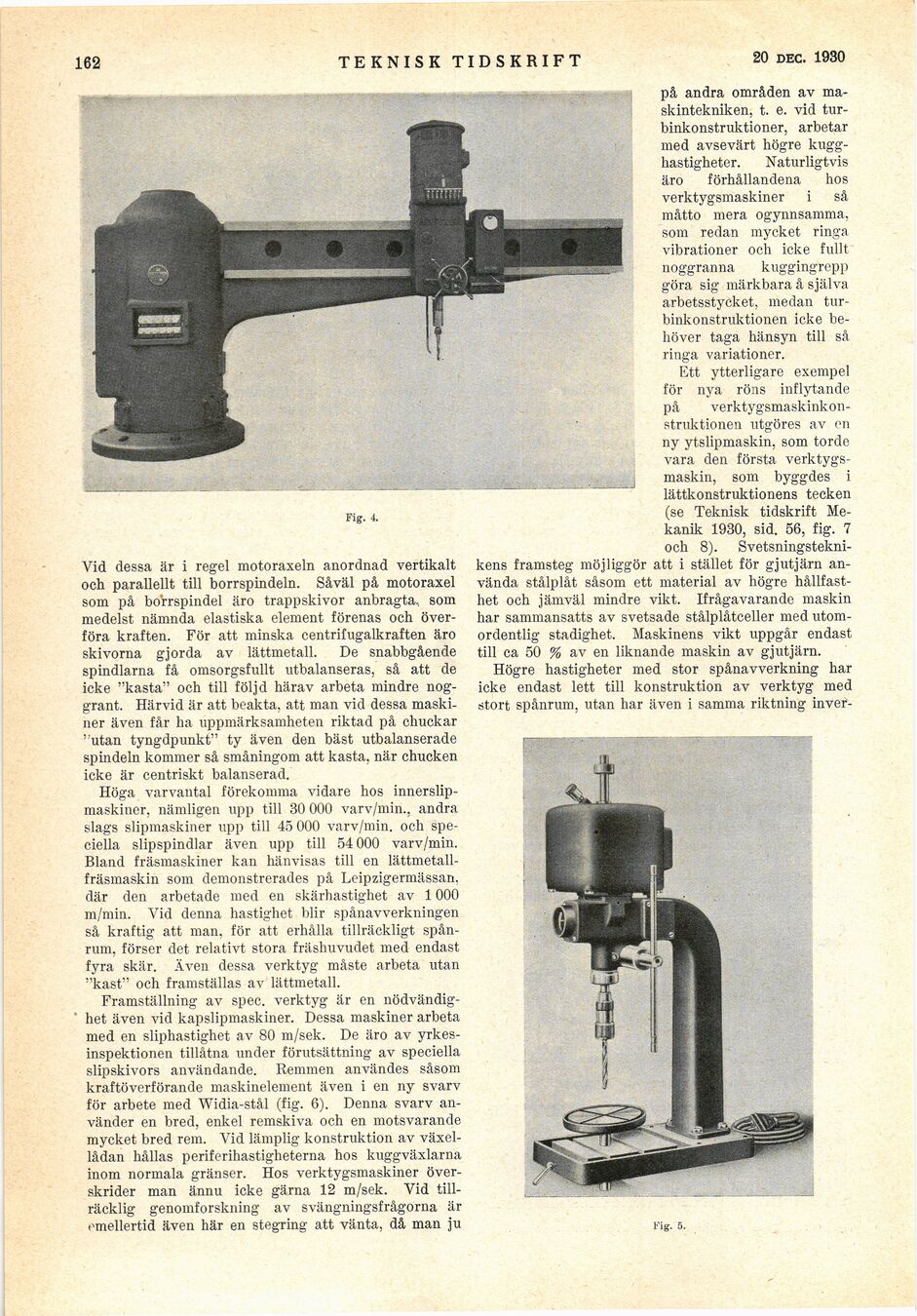
Fig. 4.
Vid dessa är i regel motoraxeln anordnad vertikalt
och parallellt till borrspindeln. Såväl på motoraxel
som på borrspindel äro trappskivor anbragta, som
medelst nämnda elastiska element förenas och
överföra kraften. För att minska centrifugalkraften äro
skivorna gjorda av lättmetall. De snabbgående
spindlarna få omsorgsfullt utbalanseras, så att de
icke "kasta" och till följd härav arbeta mindre
noggrant. Härvid är att beakta, att man vid dessa
maskiner även får ha uppmärksamheten riktad på chuckar
"utan tyngdpunkt" ty även den bäst utbalanserade
spindeln kommer så småningom att kasta, när chucken
icke är centriskt balanserad.
Höga varvantal förekomma vidare hos
innerslip-maskiner, nämligen upp till 30 000 varv/min., andra
slags slipmaskiner upp till 45 000 varv/min. och
speciella slipspindlar även upp till 54 000 varv/min.
Bland fräsmaskiner kan hänvisas till en
lättmetall-fräsmaskin som demonstrerades på Leipzigermässan,
där den arbetade med en skärhastighet av 1000
m/min. Vid denna hastighet blir spånavverkningen
så kraftig att man, för att erhålla tillräckligt
spån-rum, förser det relativt stora fräshuvudet med endast
fyra skär. Även dessa verktyg måste arbeta utan
"kast" och framställas av lättmetall.
Framställning av spec. verktyg är en
nödvändighet även vid kapslipmaskiner. Dessa maskiner arbeta
med en sliphastighet av 80 m/sek. De äro av
yrkesinspektionen tillåtna under förutsättning av speciella
slipskivors användande. Remmen användes såsom
kraftöverförande maskinelement även i en ny svarv
för arbete med Widia-stål (fig. 6). Denna svarv
använder en bred, enkel remskiva och en motsvarande
mycket bred rem. Vid lämplig konstruktion av
växellådan hållas periferihastigheterna hos kuggväxlarna
inom normala gränser. Hos verktygsmaskiner
överskrider man ännu icke gärna 12 m/sek. Vid
tillräcklig genomforskning av svängningsfrågorna är
emellertid även här en stegring att vänta, då man ju
på andra områden av
maskintekniken, t. e. vid
tur-binkonstruktioner, arbetar
med avsevärt högre
kugg-hastigheter. Naturligtvis
äro förhållandena hos
verktygsmaskiner i så
måtto mera ogynnsamma,
som redan mycket ringa
vibrationer och icke fullt
noggranna kuggingrepp
göra sig märkbara å själva
arbetsstycket, medan
tur-binkonstruktionen icke
behöver taga hänsyn till så
ringa variationer.
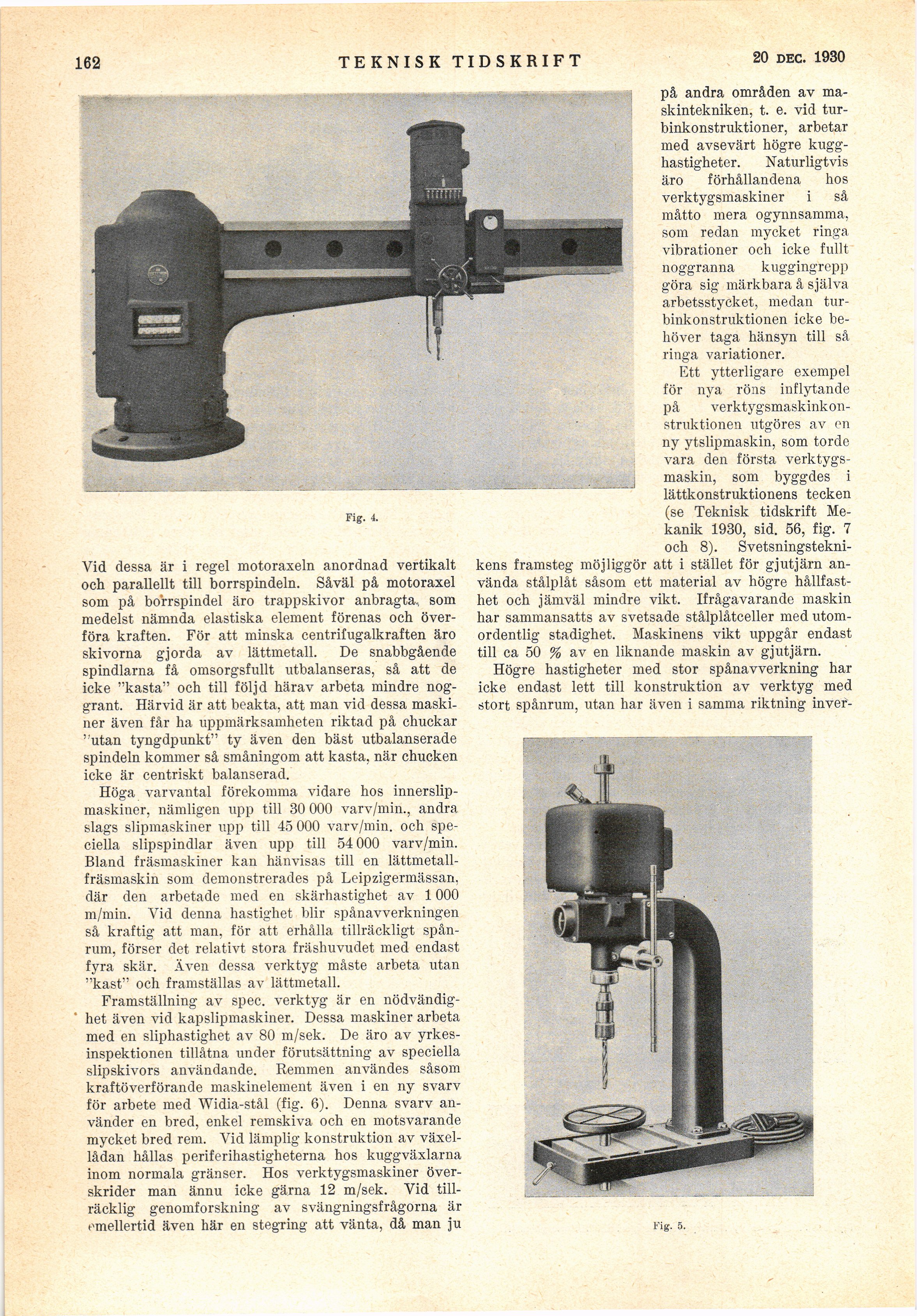
Ett ytterligare exempel
för nya röns inflytande
på
verktygsmaskinkonstruktionen utgöres av en
ny ytslipmaskin, som torde
vara den första
verktygsmaskin, som byggdes i
lättkonstruktionens tecken
(se Teknisk tidskrift
Mekanik 1930, sid. 56, fig. 7
och 8).
Svetsningsteknikens framsteg möjliggör att i stället för gjutjärn
använda stålplåt såsom ett material av högre
hållfasthet och jämväl mindre vikt. Ifrågavarande maskin
har sammansatts av svetsade stålplåtceller med
utomordentlig stadighet. Maskinens vikt uppgår endast
till ca 50 % av en liknande maskin av gjutjärn.
Högre hastigheter med stor spånavverkning har
icke endast lett till konstruktion av verktyg med
stort spånrum, utan har även i samma riktning inver-
Fig. 4. 600000 Kalorier Totrins Amm. Kompressor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}