
Full resolution (TIFF) - On this page / på denna sida - Häfte 11. 14 nov. 1931 - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
82
TEKNISK TIDSKRIFT
14 NOV. 1931
hjälpmedel som sänken. Emellertid uppgives att
för en innehavare av smidesmaskin lönar det sig
att anskaffa sänken redan för en så liten post
som 100 enheter. Sänkena göras i detta fall av
gjutjärn, som slipas på arbetsytorna. Skulle detta antal
i Qi
o
STUKfliHC&J
Fig. 9.
Fig. 10.
sedan överskridas, fortsätter man att smida med
samma sänken tills de äro slitna intill den tolerans, man
föreskrivit. På de mest slitna ställena göres sedan
inläggningar av specialstål, varefter sänket omslipas
och användes på nytt. Endast för mycket stora poster
- 10000-tal - iordningställas sänkena från början
av värmebehandlat specialstål. Ett ofta använt stål
för sänken håller 2 % kol och 12 % krom.
I smidesmaskinen erhåller fibrigheten i materialet
en fördelaktig inriktning, som kan giva sig tillkänna
i bättre hållfasthetsvärden. Fig. 8, som visar ett
ämne till ett 100 mm kugghjul, gjort av 38 mm ämne,
åskådliggör detta. Vore kugghjulet avstucket från
ett 100 mm valsat ämne, skulle fibrerna hava sträckt
sig parallellt med axeln och hållfastheten i hjulet varit
mindre. Några få ögonblickliga formförändringar av
materialet i smidesmaskinen, företagna vid
lämpligaste temperatur, frambringar också en minst lika god
struktur som den långvariga behandlingen under
ständigt fallande temperatur, som samma ämne måste
underkastas vid Smidning i hammare.
Utformning av sänken.
Två huvudregler angivas för dimensionering av
sänken för stukning i smidesmaskin. Regel nr l är att
längden av den fria delen av ämnet, mellan
stuknings-stansen och grip dynorna, L, enligt fig. 9, icke bör
uppgå till 3 gånger ämnets diameter. I annat fall
uppträder en skadlig bockning av ämnet. Om mera
material erfordras för stukningen, än motsvarande
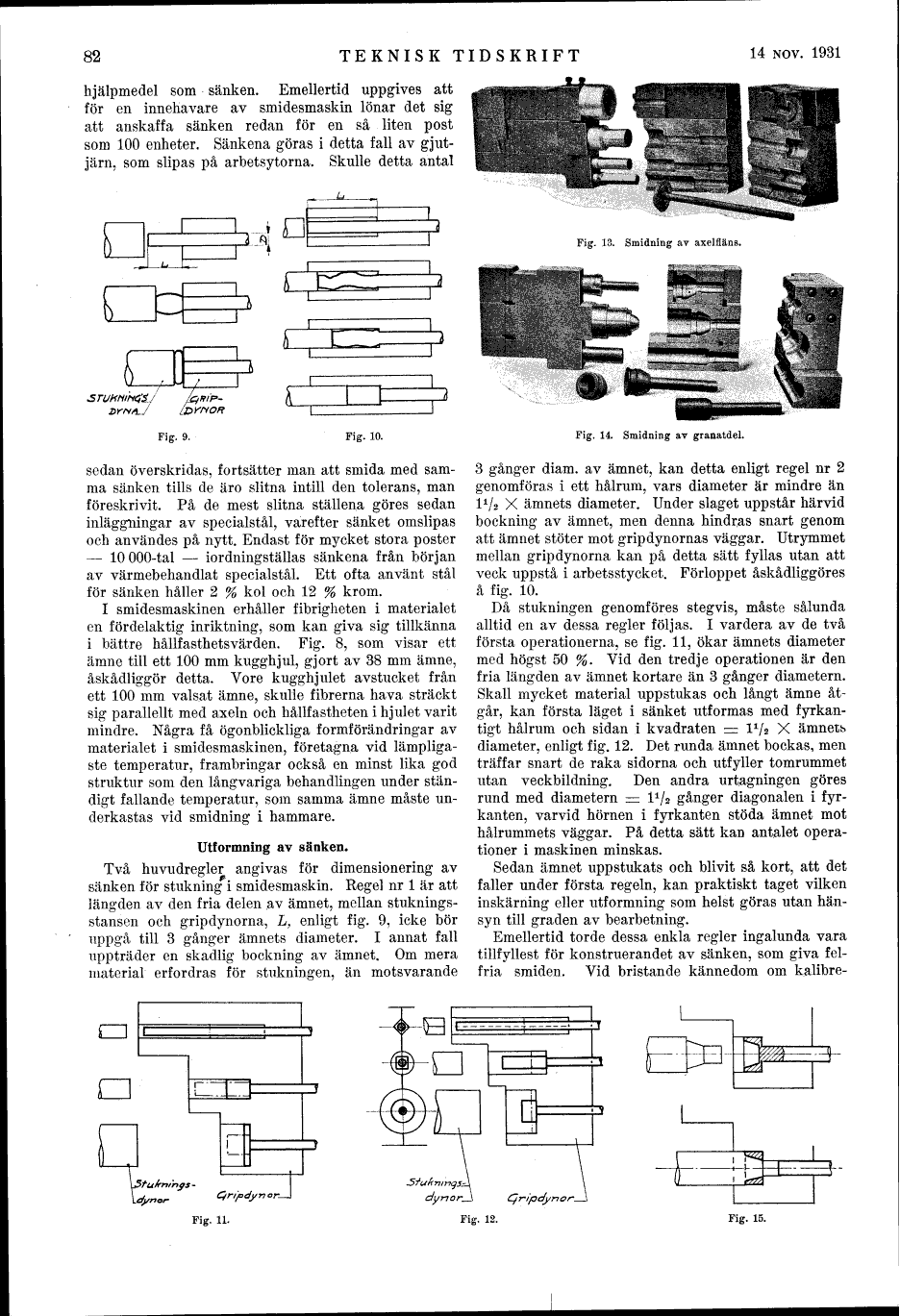
Fig. 13. Smidning av axelfläns.
Fig. 14. Smidning av granatdel.
3 gånger diam. av ämnet, kan detta enligt regel nr 2
genomföras i ett hålrum, vars diameter är mindre än
IVs X ämnets diameter. Under slaget uppstår härvid
bockning av ämnet, men denna hindras snart genom
att ämnet stöter mot grip dynornas väggar. Utrymmet
mellan grip dynorna kan på detta sätt fyllas utan att
veck uppstå i arbetsstycket. Förloppet åskådliggöres
å fig. 10.
Då stukningen genomföres stegvis, måste sålunda
alltid en av dessa regler följas. I vardera av de två
första operationerna, se fig. 11, ökar ämnets diameter
med högst 50 %. Vid den tredje operationen är den
fria längden av ämnet kortare än 3 gånger diametern.
Skall mycket material uppstukas och långt ämne
åtgår, kan första läget i sänket utformas med
fyrkantigt hålrum och sidan i kvadraten - l1^ X ämnets
diameter, enligt fig. 12. Det runda ämnet bockas, men
träffar snart de raka sidorna och utfyller tomrummet
utan veckbildning. Den andra urtagningen göres
rund med diametern - l*/2 gånger diagonalen i
fyrkanten, varvid hörnen i fyrkanten stöda ämnet mot
hålrummets väggar. På detta sätt kan antalet
operationer i maskinen minskas.
Sedan ämnet uppstukats och blivit så kort, att det
faller under första regeln, kan praktiskt taget vilken
inskärning eller utformning som helst göras utan
hänsyn till graden av bearbetning.
Emellertid torde dessa enkla regler ingalunda vara
tillfyllest för konstruerandet av sänken, som giva
felfria smiden. Vid bristande kännedom om kalibre-
r.__l
dno
Fig. 11.
Fig. 12.
Fig. 15.
<< prev. page << föreg. sida << >> nästa sida >> next page >>