
Full resolution (TIFF) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 DEC, 1931
SKEPPSBYGGNADSKONST
91
5ZOJH
&&
4£fii
£01 Oj
ÄOJQ.
J^Utt
90(0)
F
^^LiO_
Oiö
.Q 10 IQ
iJMIQ
jQlöM
40
64 72 VECKOR
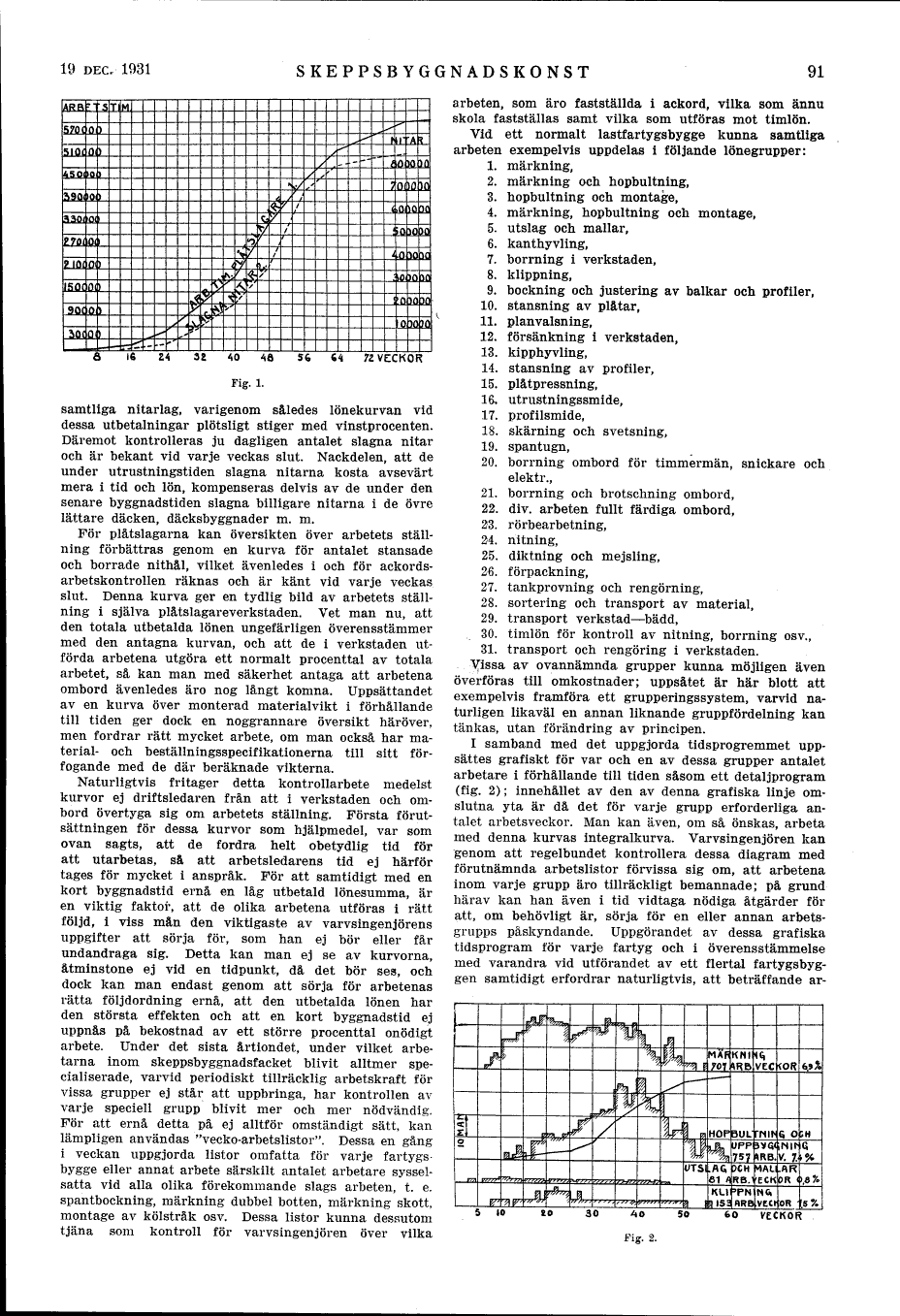
Fig. 1.
samtliga nitarlag, varigenom således lönekurvan vid
dessa utbetalningar plötsligt stiger med vinstprocenten.
Däremot kontrolleras ju dagligen antalet slagna nitar
och är bekant vid varje veckas slut. Nackdelen, att de
under utrustningstiden slagna nitarna kosta avsevärt
mera i tid och lön, kompenseras delvis av de under den
senare byggnadstiden slagna billigare nitarna i de övre
lättare däcken, däcksbyggnader m. m.
För plåtslagarna kan översikten över arbetets
ställning förbättras genom en kurva för antalet stansade
och borrade nithål, vilket ävenledes i och för
ackords-arbetskontrollen räknas och är känt vid varje veckas
slut. Denna kurva ger en tydlig bild av arbetets
ställning i själva plåtslagareverkstaden. Vet man nu, att
den totala utbetalda lönen ungefärligen överensstämmer
med den antagna kurvan, och att de i verkstaden
utförda arbetena utgöra ett normalt procenttal av totala
arbetet, så kan man med säkerhet antaga att arbetena
ombord ävenledes äro nog långt komna. Uppsättandet
av en kurva över monterad materialvikt i förhållande
till tiden ger dock en noggrannare översikt häröver,
men fordrar rätt mycket arbete, om man också har
material- och beställningsspecifikationerna till sitt
förfogande med de där beräknade vikterna.
Naturligtvis fritager detta kontrollarbete medelst
kurvor ej driftsledaren från att i verkstaden och
ombord övertyga sig om arbetets ställning. Första
förutsättningen för dessa kurvor som hjälpmedel, var som
ovan sagts, att de fordra helt obetydlig tid för
att utarbetas, så att arbetsledarens tid ej härför
tages för mycket i anspråk. För att samtidigt med en
kort byggnadstid ernå en låg utbetald lönesumma, är
en viktig faktor, att de olika arbetena utföras i rätt
följd, i viss mån den viktigaste av varvsingenjörens
uppgifter att sörja för, som han ej bör eller får
undandraga sig. Detta kan man ej se av kurvorna,
åtminstone ej vid en tidpunkt, då det bör ses, och
dock kan man endast genom att sörja för arbetenas
rätta följdordning ernå, att den utbetalda lönen har
den största effekten och att en kort byggnadstid ej
uppnås på bekostnad av ett större procenttal onödigt
arbete. Under det sista årtiondet, under vilket
arbetarna inom skeppsbyggnadsfacket blivit alltmer
specialiserade, varvid periodiskt tillräcklig arbetskraft för
vissa grupper ej står att uppbringa, har kontrollen av
varje speciell grupp blivit mer och mer nödvändig.
För att ernå detta på ej alltför omständigt sätt, kan
lämpligen användas "vecko-arbetslistor". Dessa en gång
i veckan uppgjorda listor omfatta för varje
fartygsbygge eller annat arbete särskilt antalet arbetare
sysselsatta vid alla olika förekommande slags arbeten, t. e.
spantbockning, märkning dubbel botten, märkning skott,
montage av kölstråk osv. Dessa listor kunna dessutom
tjäna som kontroll för varvsingenjören över vilka
arbeten, som äro fastställda i ackord, vilka som ännu
skola fastställas samt vilka som utföras mot timlön.
Vid ett normalt lastfartygsbygge kunna samtliga
arbeten exempelvis uppdelas i följande lönegrupper:
1. märkning,
2. märkning och hopbultning,
3. hopbultning och montage,
4. märkning, hopbultning och montage,
5. utslag och mallar,
6. kanthyvling,
7. borrning i verkstaden,
8. klippning,
9. bockning och justering av balkar och profiler,
10. stansning av plåtar,
11. planvalsning,
12. försänkning i verkstaden,
13. kipphyvling,
14. stansning av profiler,
15. plåtpressning,
16. utrustningssmide,
17. profilsmide,
18. skärning och svetsning,
19. spantugn,
20. borrning ombord för timmermän, snickare och
elektr.,
21. borrning och brotschning ombord,
22. div. arbeten fullt färdiga ombord,
23. rörbearbetning,
24. nitning,
25. diktning och mejsling,
26. förpackning,
27. tankprovning och rengörning,
28. sortering och transport av material,
29. transport verkstad-bädd,
30. timlön för kontroll av nitning, borrning osv.,
31. transport och rengöring i verkstaden.
Yigsa av ovannämnda grupper kunna möjligen även
överföras till omkostnader; uppsåtet är här blott att
exempelvis framföra ett grupperingssystem, varvid
naturligen likaväl en annan liknande gruppfördelning kan
tänkas, utan förändring av principen.
I samband med det uppgjorda tidsprogremmet
uppsattes grafiskt för var och en av dessa grupper antalet
arbetare i förhållande till tiden såsom ett detaljprogram
(fig. 2); innehållet av den av denna grafiska linje
omslutna yta är då det för varje grupp erforderliga
antalet arbetsveckor. Man kan även, om så önskas, arbeta
med denna kurvas integralkurva. Varvsingenjören kan
genom att regelbundet kontrollera dessa diagram med
förutnämnda arbetslistor förvissa sig om, att arbetena
inom varje grupp äro tillräckligt bemannade; på grund
härav kan han även i tid vidtaga nödiga åtgärder för
att, om behövligt är, sörja för en eller annan
arbetsgrupps påskyndande. Uppgörandet av dessa grafiska
tidsprogram för varje fartyg och i överensstämmelse
med varandra vid utförandet av ett flertal
fartygsbyggen samtidigt erfordrar naturligtvis, att beträffande ar-
KU ’PN NC,
.\ »52 flRB VECKOR t.S %
<< prev. page << föreg. sida << >> nästa sida >> next page >>