
Full resolution (JPEG) - On this page / på denna sida - Häfte 21. 25 maj 1935 - Systematisk lastbilsvård i London, av Sigvard Forssell
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
Upptäckas läckor, måste i regel
hela kylaren demonteras och samtliga
lödfogar förnyas. Det finns dock en
kylarekonstruktion, där rör kunna
bytas ut, utan att alla de övriga behöva
nedtagas. Rören äro i det fallet
infästa i gummibussningar, som medge en
viss axiell rörlighet. Varje rör har sin
egen, spiralformade fläns.
Bensintanken provas med tryckluft
på så sätt, att den nedsänkes i vatten
och invändigt utsättes för ett övertryck
av 0,2 kg/cm2. Innan en tank
behandlas med värme, tvättas den med ren
bensin och torkas med en luftström,
som får strömma genom den under
flera timmar.
I smedjan omriktas bl. a. fjädrarna.
Då fjäderstålet är exceptionellt känsligt
för värmebehandlingen, fordrar detta
arbete stor sakkunskap och skicklighet.
Med omsorg kontrolleras, att fjädern i
sammansatt skick får sin rätta form
och att belastningen fördelas rätt på de olika bladen.
Maskinarbete på motorer överlämnas åt en
specialverkstad. Likaså omgjutning av lager.
Cylinderloppen förnyas icke genom borrning eller
slipning och insättning av större kolvar. Istället
borrar man upp loppen till 6—7 mm större
diameter och inpressar foder med en diameter lika med
cylinderns ursprungliga. Nästa gång vagnen
revideras, förnyas loppen genom utbyte av fodren. På
detta sätt kunna loppen förnyas hur många gånger
som helst, och kolvarna ha alltid samma diameter.
Lagerskålar och axlar svarvas däremot av Embw
med relativt enkla, handdrivna redskap. Lagerytorna
på en vevaxel bearbetas med ett "vevaxelverktyg"
enligt fig. 5. Verktyget monteras kring axeln och
injusteras efter dennas diameter med skruvarna vid
A, B, C och D. Endast stålet vid A är utbildat till
skärande verktyg, övriga äro stödjande.
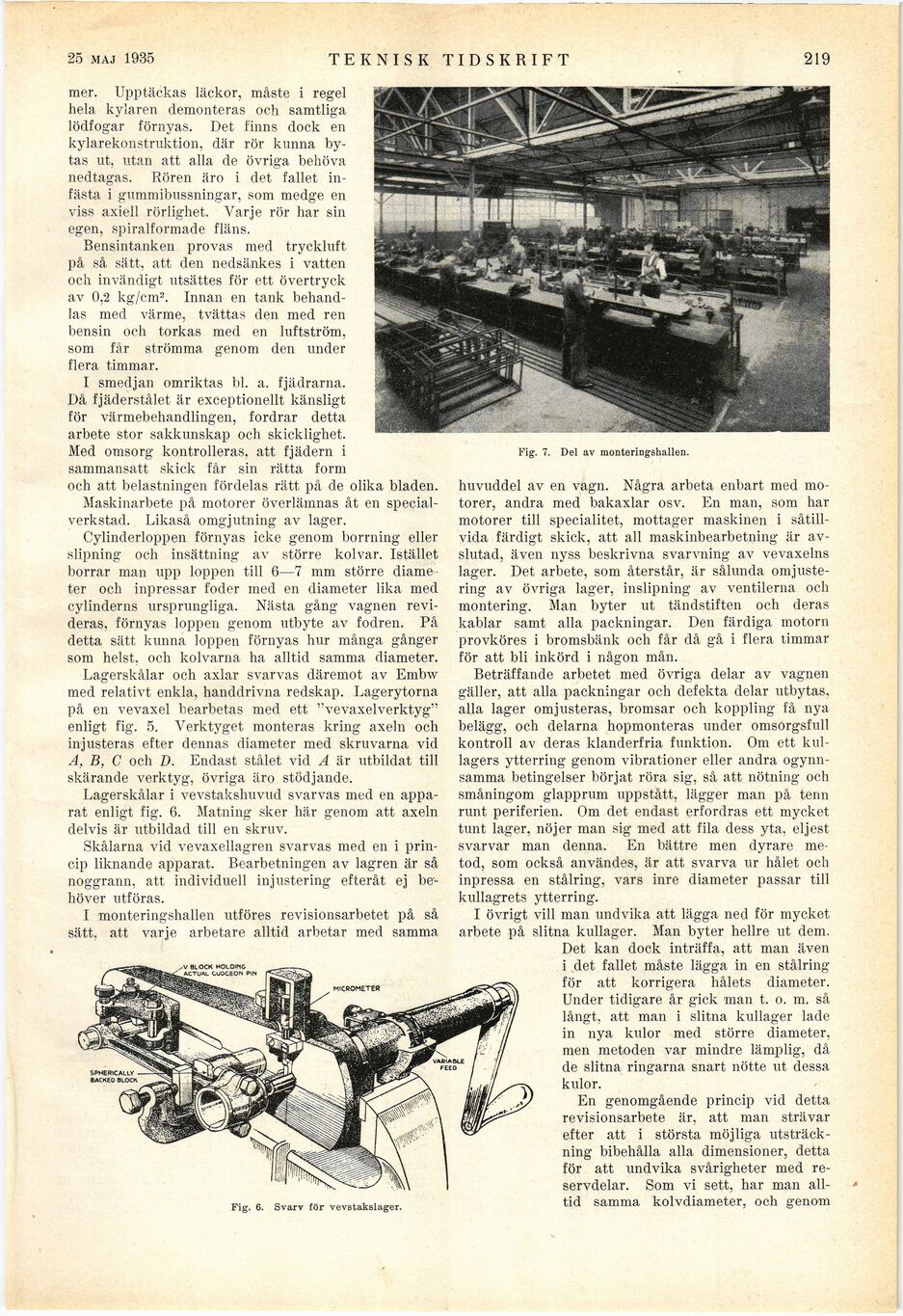
Lagerskålar i vevstakshuvud svarvas med en
apparat enligt fig. 6. Matning sker här genom att axeln
delvis är utbildad till en skruv.
Skålarna vid vevaxellagren svarvas med en i
princip liknande apparat. Bearbetningen av lagren är så
noggrann, att individuell injustering efteråt ej
behöver utföras.
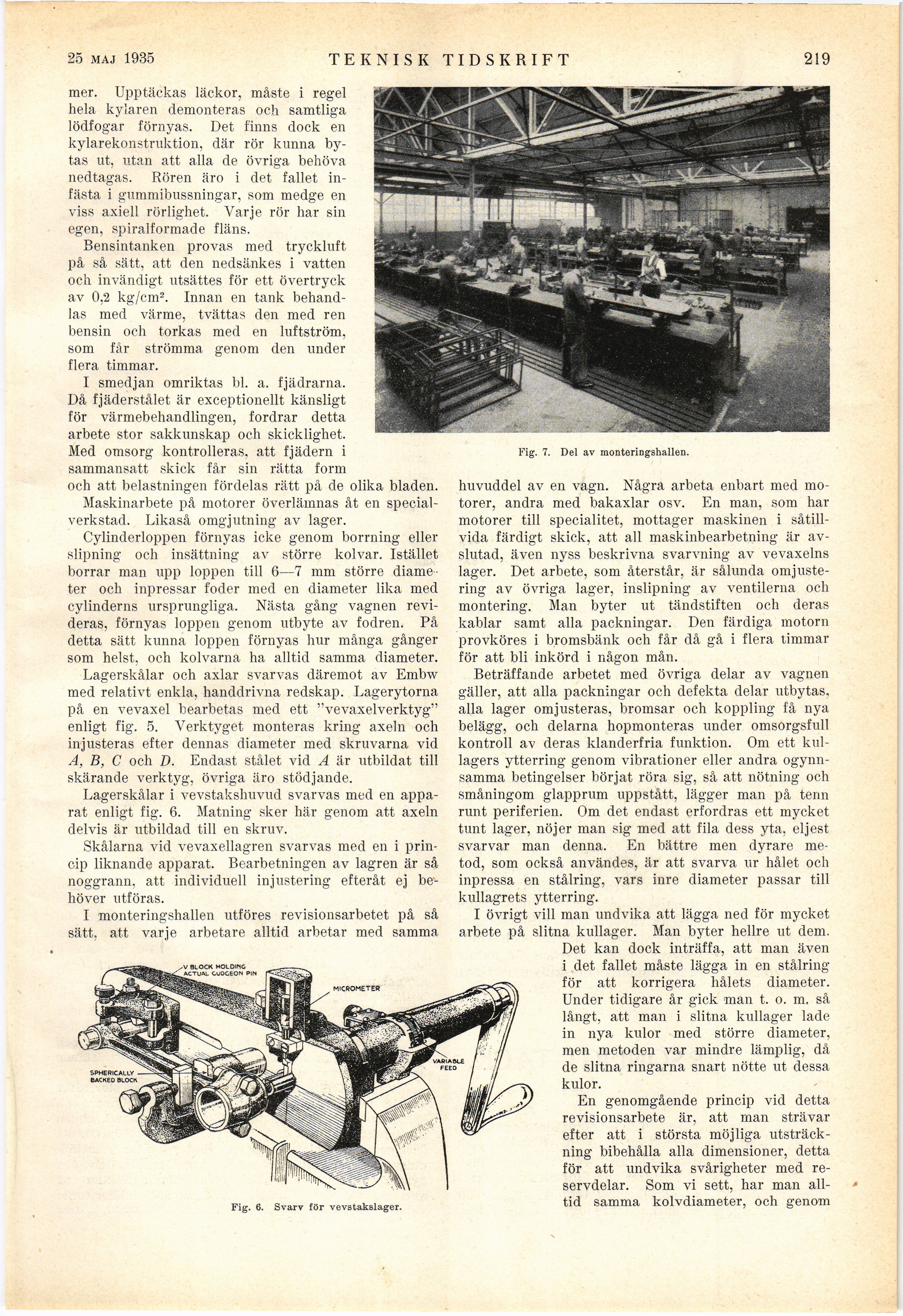
I monteringshallen utföres revisionsarbetet på så
sätt. att varje arbetare alltid arbetar med samma
 |
| Fig. 6. Svarv för vevstakslager. |
|
| Fig. 7. Del av monteringshallen. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}