
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
68
TEKNISK TIDSKRIFT
14 sept. 1935
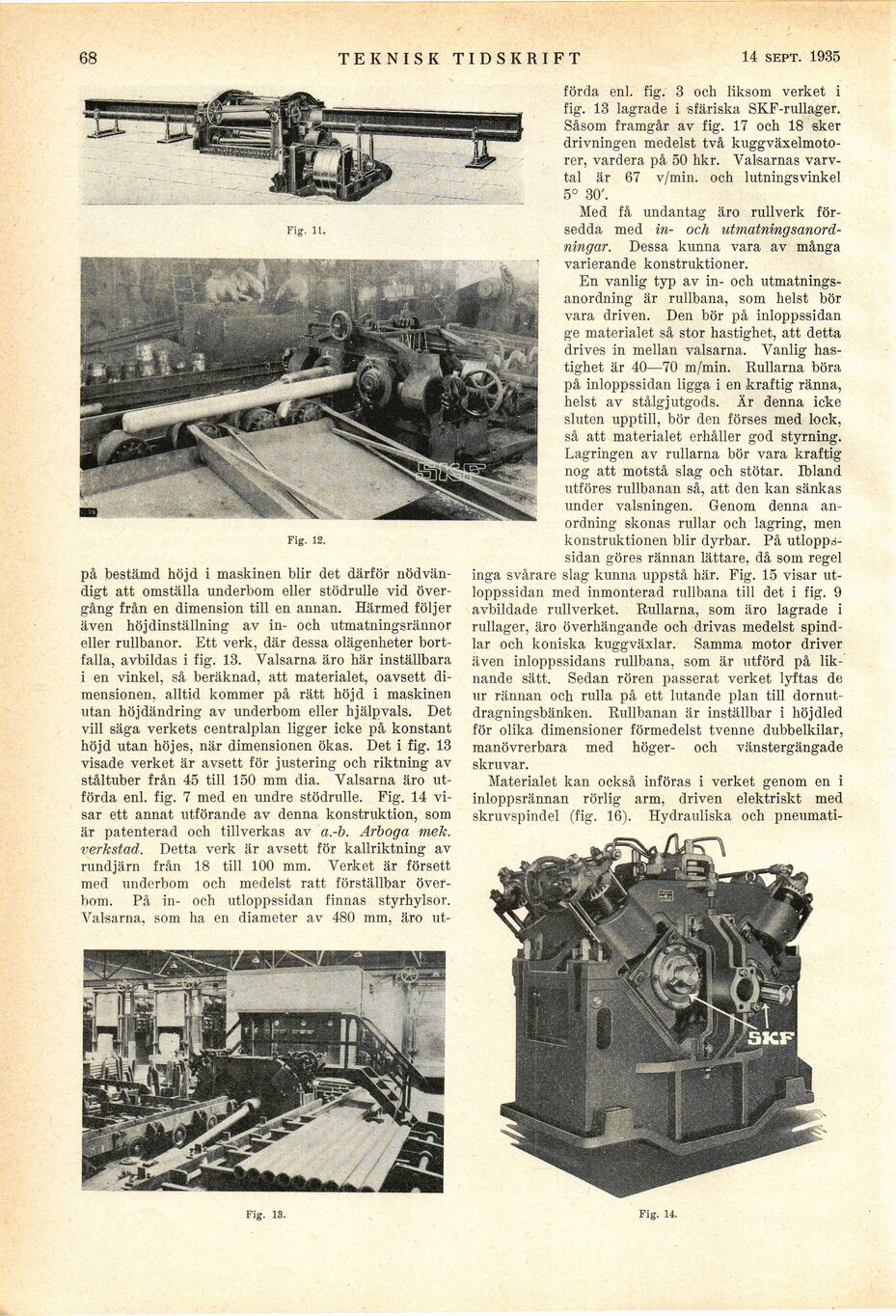
Fig. 11.
Fig. 12.
på bestämd höjd i maskinen blir det därför
nödvändigt att omställa underbom eller stödrulle vid
övergång från en dimension till en annan. Härmed följer
även höjdinställning av in- och utmatningsrännor
eller rullbanor. Ett verk, där dessa olägenheter
bortfalla, avbildas i fig. 13. Valsarna äro här inställbara
i en vinkel, så beräknad, att materialet, oavsett
dimensionen, alltid kommer på rätt höjd i maskinen
utan höjdändring av underbom eller hjälpvals. Det
vill säga verkets centralplan ligger icke på konstant
höjd utan höjes, när dimensionen ökas. Det i fig. 13
visade verket är avsett för justering och riktning av
ståltuber från 45 till 150 mm dia. Valsarna äro
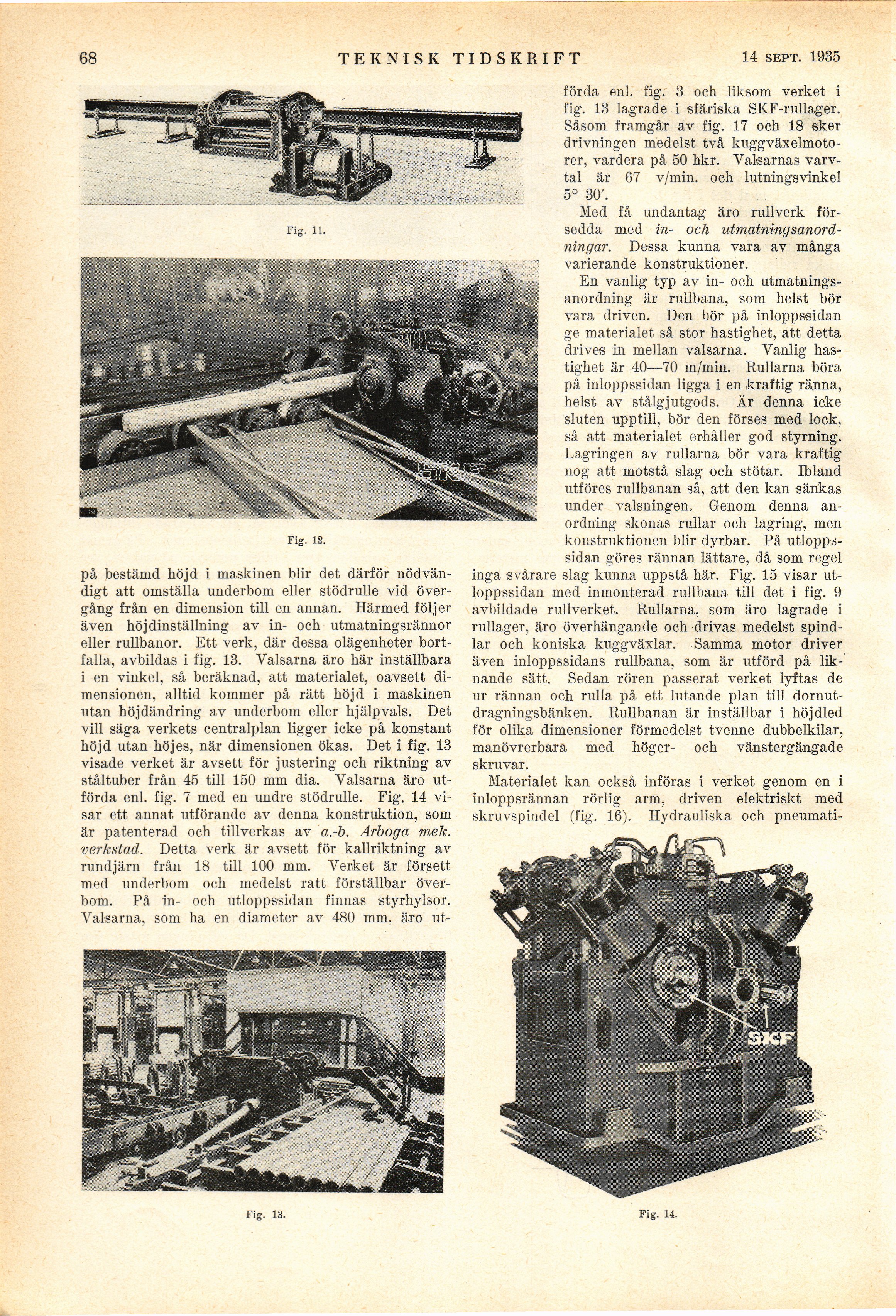
utförda enl. fig. 7 med en undre stödrulle. Fig. 14
visar ett annat utförande av denna konstruktion, som
är patenterad och tillverkas av a-b. Arboga mek.
verkstad. Detta verk är avsett för kallriktning av
rundjärn från 18 till 100 mm. Verket är försett
med underbom och medelst ratt förställbar
överbom. På in- och utloppssidan finnas styrhylsor.
Valsarna, som ha en diameter av 480 mm, äro ut-
förda enl. fig. 3 och liksom verket i
fig. 13 lagrade i sfäriska SKF-rullager.
Såsom framgår av fig. 17 och 18 sker
drivningen medelst två
kuggväxelmotorer, vardera på 50 hkr. Valsarnas
varvtal är 67 v/min. och lutningsvinkel
5° 30’.
Med få undantag äro rullverk
försedda med in- och
utmatningsanordningar. Dessa kunna vara av många
varierande konstruktioner.
En vanlig typ av in- och
utmatningsanordning är rullbana, som helst bör
vara driven. Den bör på inloppssidan
ge materialet så stor hastighet, att detta
drives in mellan valsarna. Vanlig
hastighet är 40—70 m/min. Rullarna böra
på inloppssidan ligga i en kraftig ränna,
helst av stålgjutgods. Är denna icke
sluten upptill, bör den förses med lock,
så att materialet erhåller god styrning.
Lagringen av rullarna bör vara kraftig
nog att motstå slag och stötar. Ibland
utföres rullbanan så, att den kan sänkas
under valsningen. Genom denna
anordning skonas rullar och lagring, men
konstruktionen blir dyrbar. På
utlopps-sidan göres rännan lättare, då som regel
inga svårare slag kunna uppstå här. Fig. 15 visar
utloppssidan med inmonterad rullbana till det i fig. 9
avbildade rullverket. Rullarna, som äro lagrade i
rullager, äro överhängande och drivas medelst
spindlar och koniska kuggväxlar. Samma motor driver
även inloppssidans rullbana, som är utförd på
liknande sätt. Sedan rören passerat verket lyftas de
ur rännan och rulla på ett lutande plan till
dornut-dragningsbänken. Rullbanan är inställbar i höjdled
för olika dimensioner förmedelst tvenne dubbelkilar,
manövrerbara med höger- och vänstergängade
skruvar.
Materialet kan också införas i verket genom en i
inloppsrännan rörlig arm, driven elektriskt med
skruvspindel (fig. 16). Hydrauliska och pneumati-
Fig. 13.
Fig. 14.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}