
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 sept. 1935
MEKANIK
113
användning dagligen. Vid svarvning av
gummivalsar för skrivmaskiner håller eggen vid samma
arbetstid ungefär 6 månader. På vitmetall håller
diamanten vid ständig användning i full
kapacitetsdrift ungefär 400 arbetstimmar, innan efterslipning
måste ske.
En diamant kan omslipas ungefär 3 till 5 gånger,
och dessutom kan vid fasettdiamanter en
mångdubbel total livslängd uppnås genom användning av
de olika fasetterna. Visserligen måste man ofta
räkna med skada genom vårdslöshet vid ansättningen
av skäret e. d. Automatisk ansättning, under det
arbetsstycket roterar, borde därför alltid
eftersträvas.
Förslöandet av eggen inträder icke omedelbart
utan så småningom. En något slö egg
åstadkommer en mycket bättre polerglans än en alldeles
skarp, emedan trycket från den något trubbiga
diamanten verkar polerande. Emellertid försämras vid
något slö egg även måttnoggrannheten hos
arbets-styckena.
Med skarp egg uppnås alltefter verktygsmaskinens
goda beskaffenhet toleranser för arbetsstycket om
± 0.003 till 0,005 mm och ännu mindre, dock endast
med tillhjälp av särskilt omsorgsfulla
spindellagringar och supportstyrningar. Vid vanliga goda
svarvar och specialmaskiner måste man nöja sig
med en tolerans av ± 0,01 mm.
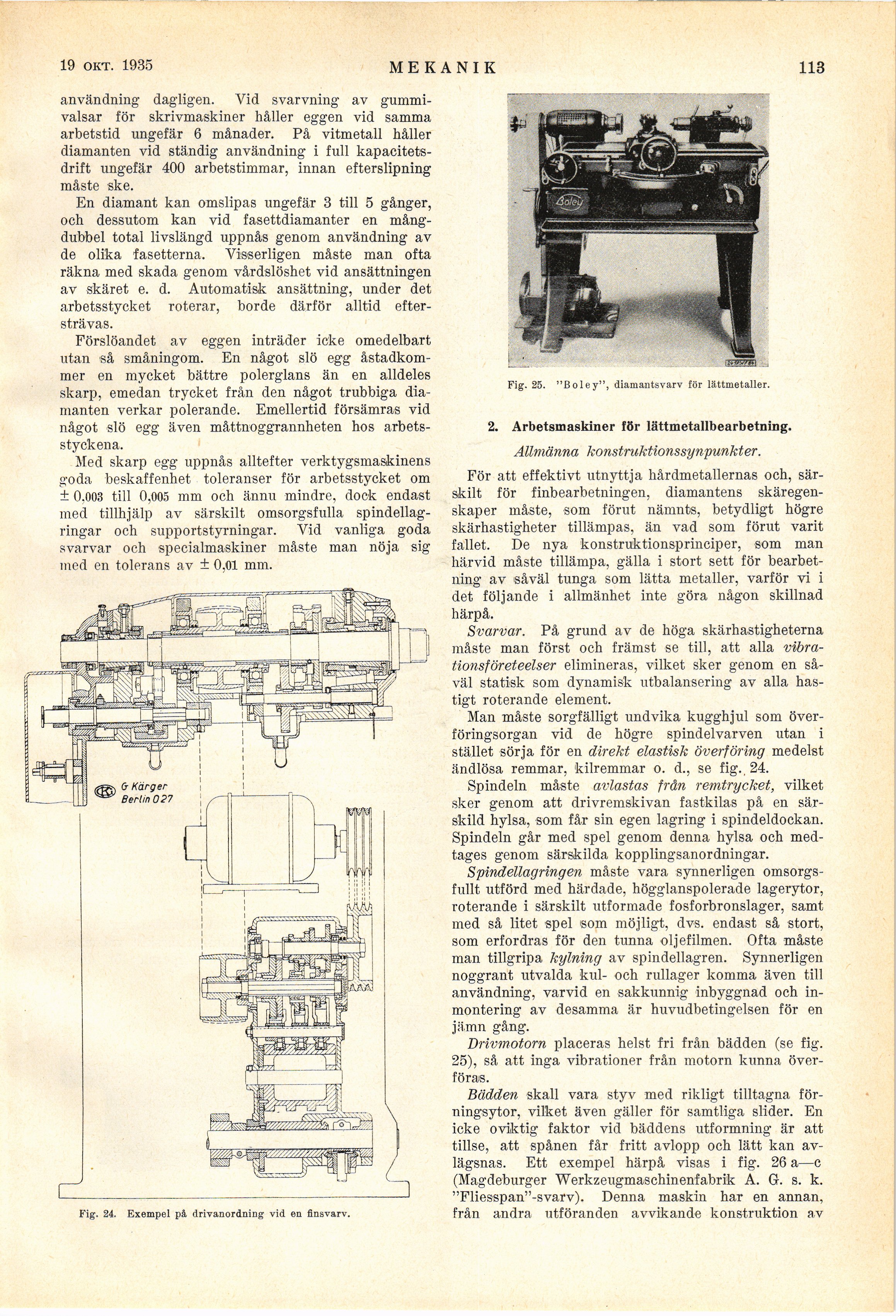
Fig. 25. "Boley", diamantsvarv för lättmetaller.
2. Arbetsmaskiner för lättmetallbearbetning.
Allmänna konstruktionssynpunkter.
För att effektivt utnyttja hårdmetallernas och,
särskilt för finbearbetningen, diamantens
skäregenskaper måste, som förut nämnts, betydligt högre
skärhastigheter tillämpas, än vad som förut varit
fallet. De nya konstruktionsprinciper, som man
härvid måste tillämpa, gälla i stort sett för
bearbetning av såväl tunga som lätta metaller, varför vi i
det följande i allmänhet inte göra någon skillnad
härpå.
Svarvar. På grund av de höga skärhastigheterna
måste man först och främst se till, att alla
vibrationsföreteelser elimineras, vilket sker genom en
såväl statisk som dynamisk utbalansering av alla
hastigt roterande element.
Man måste sorgfälligt undvika kugghjul som
överföringsorgan vid de högre spindelvarven utan i
stället sörja för en direkt elastisk överföring medelst
ändlösa remmar, kilremmar o. d., se fig., 24.
Spindeln måste avlastas från remtrycket, vilket
sker genom att drivremskivan fastkilas på en
särskild hylsa, som får sin egen lagring i spindeldockan.
Spindeln går med spel genom denna hylsa och
medtages genom särskilda kopplingsanordningar.
Spindellagringen måste vara synnerligen
omsorgsfullt utförd med härdade, högglanspolerade lagerytor,
roterande i särskilt utformade fosforbronslager, samt
med så litet spel <som möjligt, dvs. endast så stort,
som erfordras för den tunna oljefilmen. Ofta måste
man tillgripa kylning av spindellagren. Synnerligen
noggrant utvalda kul- och rullager komma även till
användning, varvid en sakkunnig inbyggnad och
inmontering av desamma är huvudbetingelsen för en
jämn gång.
Brivmotorn placeras helst fri från bädden (se fig.
25), så att inga vibrationer från motorn kunna
överföras.
Bädden skall vara styv med rikligt tilltagna
för-ningsytor, vilket även gäller för samtliga slider. En
icke oviktig faktor vid bäddens utformning är att
tillse, att spånen får fritt avlopp och lätt kan
avlägsnas. Ett exempel härpå visas i fig. 26 a—c
(Magdeburger Werkzeugmaschinenfabrik A. G. s. k.
"Fliesspan"-svarv). Denna maskin har en annan,
från andra utföranden avvikande konstruktion av
Fig. 24. Exempel på drivanordning vid en finsvarv.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}