
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 21 mars 1936 - Blåsverkan vid bågsvetsning, av Dag Du Rietz

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
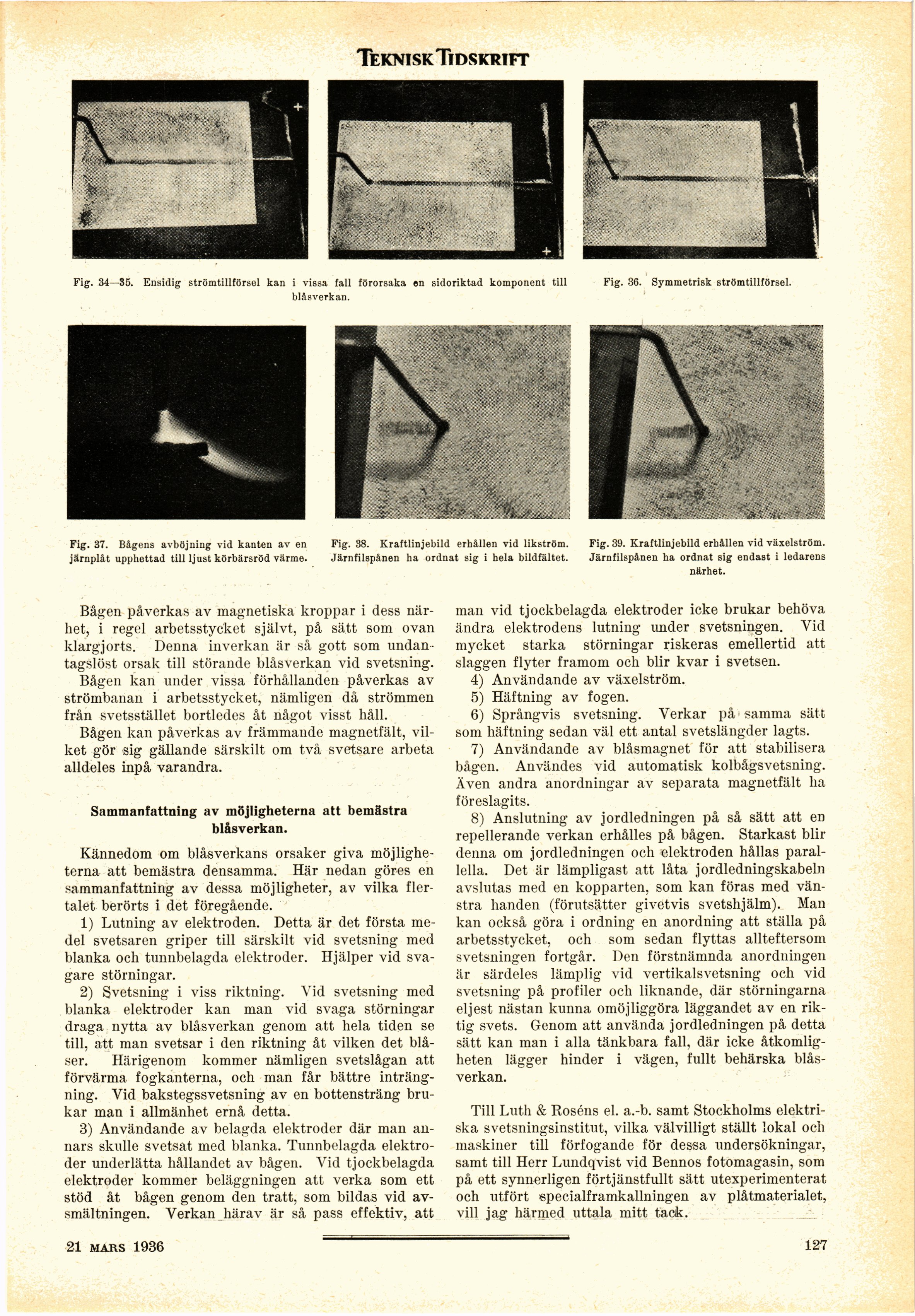
Fig. 34—85. Ensidig strömtillförsel kan i vissa fall förorsaka en sidoriktad komponent till
blåsverkan.
Fig. 36. Symmetrisk strömtillförsel.
Fig. 37. Bågens avböjning vid kanten av en
järnplåt upphettad till ljust körbärsröd värme.
Fig. 39. Kraftlinjebild erhållen vid växelström.
Järnfilspånen ha ordnat sig endast i ledarens
närhet.
Bågen påverkas av magnetiska kroppar i dess
närhet, i regel arbetsstycket självt, på sätt som ovan
klargjorts. Denna inverkan är så gott som
undantagslöst orsak till störande blåsverkan vid svetsning.
Bågen kan under vissa förhållanden påverkas av
strömbanan i arbetsstycket, nämligen då strömmen
från svetsstället bortledes åt något visst håll.
Bågen kan påverkas av främmande magnetfält,
vilket gör sig gällande särskilt om två svetsare arbeta
alldeles inpå varandra.
Sammanfattning av möjligheterna att bemästra
blåsverkan.
Kännedom om blåsverkans orsaker giva
möjligheterna att bemästra densamma. Här nedan göres en
sammanfattning av dessa möjligheter, av vilka
flertalet berörts i det föregående.
1) Lutning av elektroden. Detta är det första
medel svetsaren griper till särskilt vid svetsning med
blanka och tunnbelagda elektroder. Hjälper vid
svagare störningar.
2) Svetsning i viss riktning. Vid svetsning med
blanka elektroder kan man vid svaga störningar
draga nytta av blåsverkan genom att hela tiden se
till, att man svetsar i den riktning åt vilken det
blåser. Härigenom kommer nämligen svetslågan att
förvärma fogkanterna, och man får bättre
inträng-ning. Vid bakstegssvetsning av en bottensträng
brukar man i allmänhet ernå detta.
3) Användande av belagda elektroder där man
annars skulle svetsat med blanka. Tunnbelagda
elektroder underlätta hållandet av bågen. Vid tjockbelagda
elektroder kommer beläggningen att verka som ett
stöd åt bågen genom den tratt, som bildas vid
av-smältningen. Verkan härav är så pass effektiv, att
21 mars 1936
man vid tjockbelagda elektroder icke brukar behöva
ändra elektrodens lutning under svetsningen. Vid
mycket starka störningar riskeras emellertid att
slaggen flyter framom och blir kvar i svetsen.
4) Användande av växelström.
5) Häftning av fogen.
6) Språngvis svetsning. Verkar på samma sätt
som häftning sedan väl ett antal svetslängder lagts.
7) Användande av blåsmagnet för att stabilisera
bågen. Användes vid automatisk kolbågsvetsning.
Även andra anordningar av separata magnetfält lia
föreslagits.
8) Anslutning av jordledningen på så sätt att en
repellerande verkan erhålles på bågen. Starkast blir
denna om jordledningen och elektroden hållas
parallella. Det är lämpligast att låta jordledningskabeln
avslutas med en kopparten, som kan föras med
vänstra handen (förutsätter givetvis svetshjälm). Man
kan också göra i ordning en anordning att ställa på
arbetsstycket, och som sedan flyttas allteftersom
svetsningen fortgår. Den förstnämnda anordningen
är särdeles lämplig vid vertikalsvetsning och vid
svetsning på profiler och liknande, där störningarna
eljest nästan kunna omöjliggöra läggandet av en
riktig svets. Genom att använda jordledningen på detta
sätt kan man i alla tänkbara fall, där icke
åtkomligheten lägger hinder i vägen, fullt behärska
blåsverkan.
Till Luth & Roséns el. a.-b. samt Stockholms
elektriska svetsningsinstitut, vilka välvilligt ställt lokal och
maskiner till förfogande för dessa undersökningar,
samt till Herr Lundqvist vid Bennos fotomagasin, som
på ett synnerligen förtjänstfullt sätt utexperimenterat
och utfört specialframkallningen av plåtmaterialet,
vill jag härmed uttala mitt tack.
127
Fig. 38. Kraftlinjebild erhållen vid likström.
Järnfilspånen ha ordnat sig i bela bildfältet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}