
Full resolution (JPEG) - On this page / på denna sida - Häfte 12. 21 mars 1936 - Moderna gassvetsningsmetoder, av Bo Gorthon
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TekniskTidskrift
Moderna gassvetsningsmetoder.
Av ingenjör BO GORTHON.
De senare årens allt mera ökade intresse för
svetsningen har medfört, att det ständigt dels utfinnas nya
områden för dess användning, dels att
svetsmetoderna fortlöpande förbättras i tekniskt och ekonomiskt
avseende. För gassvetsningens vidkommande har
sålunda, som känt är, den s. k. vänstersvetsningen av
järn- och stålplåt med en tjocklek av över 3 mm,
numera med fördel ersatts av högersvetsningen. Vid
den senare metoden erhålles bättre kvalitet på svetsen
och svetslågans värme utnyttjas bättre än vid
vänstersvetsning, vilket har till följd, att högersvetsningen
går fortare och göres billigare. I allmänhet kan det
räknas med ca 25 % besparing. Men med tanke på
att även vid högersvetsning acetylengasens
värmevärde blott utnyttjas mycket ringa (med 2 % räknat
på nedsmält material) ligger det nära till hands att
man sökt höja denna dåliga verkningsgrad genom
förbättring av svetsmetoderna. I det följande skall
omnämnas några nya sådana, som tillkommit genom
forskningar, och som avse dels att giva bättre
tekniskt, dels söka nå gynnsammare ekonomiskt resultat.
Dessa metoder äro:
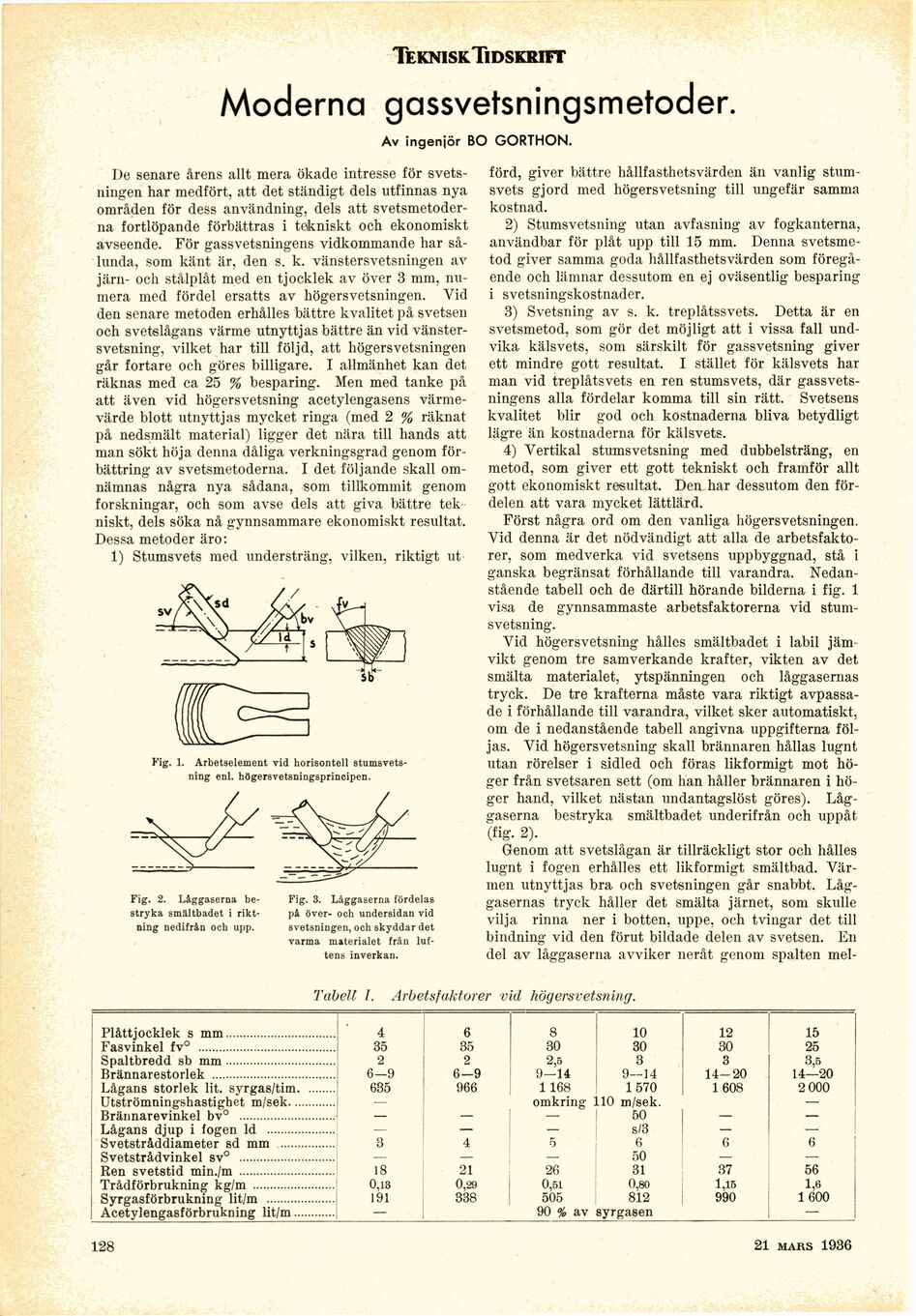
1) Stumsvets med understräng, vilken, riktigt ut
Fig. 1. Arbetselement vid horisontell
stumsvetsning enl. högersvetsningsprincipen.
Fig. 2. Låggaserna
be-stryka smältbadet i
riktning nedifrån och upp.
Fig. 3. Låggaserna fördelas
på över- och undersidan vid
svetsningen, och skyddar det
varma materialet från
luftens inverkan.
förd, giver bättre hållfasthetsvärden än vanlig
stumsvets gjord med högersvetsning till ungefär samma
kostnad.
2) Stumsvetsning utan avfasning av fogkanterna,
användbar för plåt upp till 15 mm. Denna
svetsmetod giver samma goda hållfasthetsvärden som
föregående och lämnar dessutom en ej oväsentlig besparing
i svetsningskostnader.
3) Svetsning av s. k. treplåtssvets. Detta är en
svetsmetod, som gör det möjligt att i vissa fall
undvika kälsvets, som särskilt för gassvetsning giver
ett mindre gott resultat. I stället för kälsvets har
man vid treplåtsvets en ren stumsvets, där
gassvetsningens alla fördelar komma till sin rätt. Svetsens
kvalitet blir god och kostnaderna bliva betydligt
lägre än kostnaderna för kälsvets.
4) Vertikal stumsvetsning med dubbelsträng, en
metod, som giver ett gott tekniskt och framför allt
gott ekonomiskt resultat. Den har dessutom den
fördelen att vara mycket lättlärd.
Först några ord om den vanliga högersvetsningen.
Vid denna är det nödvändigt att alla de
arbetsfaktorer, som medverka vid svetsens uppbyggnad, stå i
ganska begränsat förhållande till varandra.
Nedanstående tabell och de därtill hörande bilderna i fig. 1
visa de gynnsammaste arbetsfaktorerna vid
stumsvetsning.
Vid högersvetsning hålles smältbadet i labil jäm
vikt genom tre samverkande krafter, vikten av det
smälta materialet, ytspänningen och låggasernas
tryck. De tre krafterna måste vara riktigt
avpassade i förhållande till varandra, vilket sker automatiskt,
om de i nedanstående tabell angivna uppgifterna
följas. Vid högersvetsning skall brännaren hållas lugnt
utan rörelser i sidled och föras likformigt mot
höger från svetsaren sett (om han håller brännaren i
höger hand, vilket nästan undantagslöst göres).
Låggaserna bestryka smältbadet underifrån och uppåt
(fig. 2).
Genom att svetslågan är tillräckligt stor och hålles
lugnt i fogen erhålles ett likformigt smältbad.
Värmen utnyttjas bra och svetsningen går snabbt.
Låggasernas tryck håller det smälta järnet, som skulle
vilja rinna ner i botten, uppe, och tvingar det till
bindning vid den förut bildade delen av svetsen. En
del av låggaserna avviker neråt genom spalten mel-
Tubcll I. Arbetsfaktorer vid högersvetsning.
Plåttjocklek s mm................................................................4 6 8 10 12 15
Fasvinkel fv° ................................................................................35 35 30 30 30 25
Spaltbredd sb mm................................................................2 2 2,5 3 3 3,5
Brännarestorlek ........................................................................6—9 6—9 9—14 9—14 14-20 14—20
Lågans storlek lit. syrgas/tim..................635 966 1 168 1570 1 608 2 000
Utströmningshastighet m/sek..........................— omkring 110 m/sek. —
Brännarevinkel bv° ........................................................— — — i 50 — —
Lågans djup i fogen Id ........................................— — — s/3 — —
Svetstråddiameter sd mm ................................3 4 5 6 6 6
Svetstrådvinkel sv° ........................................................— — — 50 — —
Ren svetstid min./m ...............................18 21 26 31 37 56
Trådförbrukning kg/m ................................................0,13 0,29 i 0,51 0,80 1,15 1,6
Syrgasförbrukning lit/m ........................................191 338 | 505 812 990 1 600
Acetvlengasförbrukning lit/m.............— _90 % av syrgasen_j —
128
14 mars 1936
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}